3D Baskı Temelleri 6- Temel Slicer Ayarları ve Yaptıkları
3D Baskı Temelleri: Slicer !
Dilimleyici. Her 3B baskınızın kaderini belirleyen efsanevi bir yazılım. Bunu evcilleştirmek için önce dilini öğrenmeli ve içinde yaşayan şeytanları yatıştırmalısın.
Bugün, filament yazıcılarınızdan daha iyi baskılar almak için ayarlamak isteyebileceğiniz ortak ayarların üzerinden geçeceğiz!
Bu yazı için, Prusa Slicer kullanacağım, isim önermesem de, aslında standart g kodunu kabul eden herhangi bir filament yazıcı için çalışıyor, yani temelde her ilgili makine için geçerlidir. Bazı ayarların Cura veya Ideamaker'da biraz farklı isimleri olabilir, ancak bugün geçeceğimiz adların hepsi farklı araçlar arasında aynı şekilde çalışır.
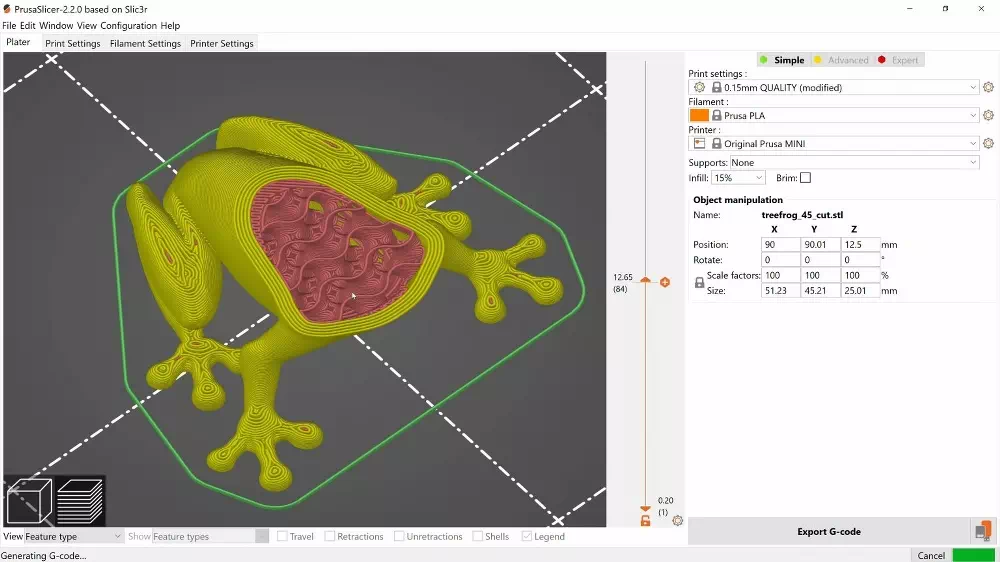
Plater
Ancak ayarlara geçmeden önce, buradan "Plater" sekmesinden başlayalım, gerçekte baskı yapmak için en çok kullanacağınız görünüm budur.

Açıkçası, modelinizi çektikten sonra, parçaları hareket ettirme, ölçekleme ve döndürmenin yanı sıra yazıcınızın çalışma alanındaki modelleri otomatik olarak düzenlemenin temel araçlarına sahipsiniz.


Burada parçalarınızın 3D ön izlemesini de aldınız, ancak burada özleyebileceğiniz iki düzgün özellik var.
İlk olarak, bazen sağ tarafı olmayan parçaları alırsınız. Genellikle yapı plakasına yapışmak için geniş, düz bir yüzey istersiniz. Şimdi, döndürme aracını kullanabilir ve yerine takabilirsiniz ve bu yapılabilir, ancak parçanın nasıl yerleştirilebileceğini otomatik olarak algılayan ve sadece seçeneklerden birini seçmenize izin veren "lay flat" aracına da sahipsiniz. Size öneri veriyor.

Gerçekten hızlı, gerçekten etkili.
Diğeri, düz bir tabana sahip olmayan garip modelleri kullanırsanız, parçanızın bir kısmını dilimlemek ve o güzel, temiz tabanı elde etmek için kullanabileceğiniz “slice Z” aracıdır. Ayrıca, bir seferde yazdırmak için çok uzun olan parçaları ikiye bölmenin basit bir yolu olarak da kullanabilirsiniz.
Pekâlâ, burada bir baskı için ayarlayabileceğiniz ilk birkaç gerçek ayarınız var. Tabii ki, burada her şeyi değiştiren bazı hazır ayarlar var, ancak bunlar her yazıcının sahip olmadığı bir şey. Yani, tipik olarak, kendi profillerimi yürüttüğüm yazıcılarda, aralarında geçiş yapabileceğim bir, belki iki veya üç profilim var, ama gerçekten, çoğunlukla işe yarayan bir “uzlaşma” profili kullanacağım her şey. Ancak, ince ayar yapmaya karar verirseniz, bunlar en azından statükonun bir yedeğini kaydetmek ve daha sonra yeni ayarlarınızın sonuçlarının nasıl farklı olduğunu karşılaştırmak için harika bir yoldur.
Dolum Oranı
Burada alacağınız üç yapılandırma seçeneği “supports”, “infill ratio” ve “Brim” dır.
(“infill ratio”)Dolum oranıyla başlayalım, bu, parçalarınızdaki içerideki destekleyici yapının ne kadar yoğun olacağını belirler.


Şimdi, dolguya daha fazla filament koymak, parçalarınızın gücünü artırmak istiyorsanız, malzemenin en iyi kullanımı değildir, işi aslında daha çok üst yüzeyi desteklemek, onu bir baskının çatısı olarak düşünün, böylece üzerinde durulacak ve çökmeyen bir şeyi vardır ve ayrıca parçalarınızın duvarını birbirine bağlar. Ama dediğim gibi, güçlü bir baskı istiyorsanız, bir saniye içinde bakacağımız daha kalın bir kabuk çok daha verimlidir, bu nedenle tipik olarak 10 ila 40 arasında herhangi bir yerde kullanacaksınız. En fazla %40 dolgu.
(supports)Destek Malzemesi
Destek malzemesi. Yazdırılması zor geometriye sahip parçalarınız varsa, destek materyali, oluştururken destekleyebilir. “Yalnızca yapı plakasında destek” seçeneği, kullandığım bir şey değildir, çünkü genellikle, gerçekten istediğim pek çok noktada destek malzemesi oluşturmaz.


Bu yüzden benim için ya “her yere” ya da “sadece destek uygulayıcılarına” gidiyorum; bu, dilimleyiciye istediğiniz yeri ve destek malzemesi istemediğinizi söylemek için modelinize fazladan şekiller ekleyebileceğiniz gerçekten kullanışlı bir özellik. Şimdi, destek mükemmel bir çözüm değil, bu yüzden genellikle mümkün olduğunca az kullanmak istiyorsunuz. Ekstra malzeme kullanır, baskıları yavaşlatır ve genellikle arkasında özellikle harika olmayan bir yüzey kalitesi bırakır. Filament yazıcıların destek malzemesine ihtiyaç duymadan ne kadar ileri gidebileceklerine şaşıracaksınız ve genellikle 3D yazdırılabilir olacak şekilde tasarlanan parçalar zaten sürecin sınırlamalarını dikkate almış olacaktır.
Brim
Son olarak, parçanızın etrafında daha iyi yapışmasına yardımcı olan ekstra bir dudak oluşturan “brim” var. Kenarların kalkma eğiliminde olduğu parçalarınız varsa, Brim kolay bir çözümdür ve bir baskıdan sonra soyulması veya dilimlenmesi oldukça kolaydır.


Dilimleyici Ayarları
Bu plater, ayar sekmelerine gidelim. Şu anda, daha önceki bir yazıda yazdığım gibi bir profilin ayarlanması veya ayarlanmaması önemsiz değil, bir yazıcının performansını “ayarlamak” için birçok ayarı gizleyen “Basit” Moddayız, bu yüzden kullandığınız yazıcıdan bağımsız olarak belirli bir modele daha iyi uyacak şekilde değiştireceğiniz ayarlar mevcuttur.
Katman Yüksekliği
Ve ilk ayar, nadiren değiştirdiğim bu katman yüksekliğidir. Yaptığı şey oldukça açıklayıcı olmalı, ancak şu anda gizli olan pek çok “gelişmiş” ayar, en temel ayarı, katman yüksekliğini değiştirerek atılacağından, genellikle bunu aynı bırakıyorum. 0,15 mm zaten oldukça ince bir katman yüksekliğidir, ancak yazıcınızın nozzle boyutunun ¼ ve genellikle 0,4 mm olan herhangi bir şey görebilirsiniz bu, 0,1 ila 0,3 mm arasındaki katman yükseklikleri anlamına gelir ve eğer farklı boyutta bir nozzle kullanarak yaparsanız.

Otomatik yatak ayarlaması bulunmayan yazıcılarda en iyi çalıştıkları belirli katman yükseklikleri olabilir.
Duvar kalınlığı
Parçanızın sağlam kabuğu(duvarı) ile ilgili her şeydir. Şimdi, bütün bunların ortaya konma şekli, dürüst olmak gerekirse, sezgiseldir. Tarihsel olarak şu an olduğu haline geldi, her dilimleyici bunu böyle yapıyor, ama gerçekten, bunların hepsi tek bir ayar olan “duvar kalınlığı” haline getirilebilir. Ama olduğu gibi, gerçekten tanecikli, bu yüzden geçelim. Tamam, ilk olarak, her kattaki yatay duvar kalınlığı “Perimeters” olarak sayılan “dikey kabuk” dur. Temel olarak, yazıcınızın her katmanın dışına kaç kez gideceğini ayarlayarak, içi dolgu ile doldurmaya başlamadan önce ekstra bir filament hattı döşersiniz.

Buna eşdeğer, dikey olarak, dolumunuzun üstünü ve altını kapatan “Katı katmanlar” olacaktır. Örneğin, parçanızın her yerinde oldukça güçlü bir 1.5mm kabuk istiyorsanız, işlerin şu anda nasıl düzenlendiğiyle ilgili biraz matematik yapmanız gerekecek. Aslında bundan biraz daha geniş bir çizgi döşemek için ayarlanmış 0.4 mm'lik bir nozul ile, 4 perimetreye ihtiyacınız var ve 0.15mm tabaka yüksekliğinde, üst ve alt 10 katı katmana ihtiyacınız olacak. En azından katı katmanlar için, PrusaSlicer'ı sadece 1 kat üst ve alt olarak ayarlayabilir ve daha sonra programın gerçekte kaç taneye ihtiyacı olduğunu anlamak için “Minimum kabuk kalınlığı” kullanabilirsiniz.

En düşük 1mm kabuk olurdu, bu size yanlarında kullanılabilir duvarlar ve dolgu yapısı baskı olmayacak bir üst kabuk vermek için yeterli değildir. Daha güçlü baskılar için daha büyük kalınlıklarda, dolum oranını bir noktada artırmaya da başlamak isteyebilirsiniz. Muhtemelen yapacağım en fazla şey 5 mm'lik bir kabuk ve yaklaşık%40 dolgudur, bundan daha fazlasına ihtiyaç duyan her şey en azından daha güçlü bir plastikten yapılmış veya hatta metalle işlenmiş bir parça olmalıdır.
Burada bir ayar daha var, bir spiral vazo yazdırmak için dolgu ve sadece tek bir sürekli çevre parçası istiyorsanız.
Gerçekten "ayarlamak" için tek ayar dolgu yoğunluğudur, daha az yoğunluk size daha kaba, daha az yoğun bir desen verir. Şimdi, dolgu desenleri için seçim yapabileceğiniz çok şey var ve muhtemelen bunların 2 / 3'ü bir çeşit saçak uygulaması ya da yıllardır süren bir desendir, ancak hiç kimse bunları kullanmamalıdır. Kullanmaya değer diyeceğim şeyler Üçgenler, Kübik ve Gyroid.


Hepsi, baskılarınızı tüm sıkıştırma ve kesme yönlerinde destekleyen desenlerdir, bu da baskılarınızda oldukça tutarlı güç ve sertlik vermenizi sağlar. Dürüst olursak, “Üçgenler” muhtemelen bunlardan en iyisi, ama Kübik ve Gyroid kağıt üzerinde “daha iyi”, ama gerçekçi olarak, gerçekten harika görünüyorlar. Gyroid her zaman diğerleri kadar hızlı yazdırmaz.
Üst ve alt desenler, parçalarınızın üstte ve altta nasıl kapatılacağına karar verir, bazı desenler belirli baskılarla daha güzel bir şekilde karışır, ancak uygulamaların%99'u için “Doğrusal” iyidir.
Skirt and Brim
Sonrasında, skirt ve brim, skirt mesafesine genellikle dokunmak zorunda değilsiniz ve Brim genişliğini 5 mm'ye ayarlamalı, plater sekmesindeki “Brim” i kontrol etmekle tamamen aynıdır. Warpier filamentlerinden birini kullanıyorsanız, 10mm bazı baskılarda kullanmanız gerekebilecek bir şeydir.
Destek Malzemesi (Support Material)
Destek malzemesi ve burada, "Basit" görünüm modunun biraz fazla gizlendiğini düşünüyorum, bu yüzden gelişmiş moda geçelim. Burada bakmanız gereken üç ayar var. İlk olarak, “Destek malzemesi oluştur”, bu destekleri tamamen açar veya kapatır, daha sonra “Çıkıntı eşiği”, bu destek üretiminin ne kadar agresif olduğunu belirler. 0 ° 'lik bir açı, modelinizin yalnızca en kritik bitlerini destekleyecek ve 90 ° her şeyi destekleyecektir. Oldukça şık, 30 ° sadece biraz sarkık veya kıvrılma gösteren baskılara yardımcı olmak için yeterlidir. Unutmayın, burada oluşturduğunuz her destek malzemesi daha sonra soymanız gereken bir şeydir.

Ve soymanın ne kadar kolay olduğu söz konusu olduğunda, “Z Teması mesafesi”, destek malzemesi ile sizin parçanız arasındaki boşluğun ne kadar büyük olacağını belirleyen bir ayardır. Daha büyük yapın ve daha kolay soyulur, aynı zamanda daha sarkık bir yüzey bırakır, daha küçük yapar ve daha iyi yapışır, ancak daha zordur ve daha fazla iz bırakır.
Gelişmiş mod
Gelişmiş moda geçmek, sadece yazdırma ayarları sekmesinde bir dizi diğer seçeneği açmıştır. Şimdi, yine, bunların çoğu her baskı için dokunmanıza gerek yok. Ayrıca, "Hız" sekmesine gidip yazıcınızın ne kadar hızlı yazdırabileceğini görmek cazip gelebilir, ancak bu neredeyse her zaman güvenilirlik ve kalite pahasına olacaktır. Bu nedenle, hız ayarlarında, “yukarı” ayarlamak yerine, öncelikle “aşağı” ayarlamayı öneriyorum, çünkü sadece 40 mm / sn'lik sabit bir hızla yazdırıyorsanız, artık sorunlara neden olamayacak pek çok şey var. Ayrıca, yazıcınız için daha yüksek maksimum hızlara izin verdiğinizde hız kazancı doğrusal değildir, yine de hıza kadar yavaşça hızlanması ve ardından geri frenlenmesi gerekir.
Ancak, yalnızca “gelişmiş” öğesinde görünen ve baskıları kolayca yapıştıracak bir şey olan iki ayar var. İlk olarak, ilk katman yüksekliğinizin oldukça büyük, belki 0.25 veya 0.3mm olmasını istiyorsunuz. Bu ayar aslında her zaman görülebilir. Şimdi, bu sadece nozzle ı ilk katman için daha yüksek kaldırmakla kalmayacak, aynı zamanda bu ekstra mesafeyi telafi etmek için daha fazla malzeme pompalayacaktır. Genellikle bir milimetrede sahip olduğum “Gelişmiş > Ekstrüzyon Genişliği > İlk katman” daki diğer ayarla birlikte, döşenen filament sosisinin genişliğini de artırıyorsunuz. Bunu yapan şey, şimdi yatağa bırakılan sadece yuvarlak bir filament sosisinizin olmaması, aslında çok fazla yumuşatılıyor. Bulduğum şey, özellikle düz veya düz olmayan bir yatağınız olduğunda veya nozzle mesafeniz doğru ayarlanmadığında, bu gerçekten baskıların yapışmasına yardımcı olur.
Ekstrüderinize ayak uyduramazsa ilk katmanın hızını azaltmanız gerekebilir.
Filament Ayarları
"Filament Ayarları" sekmesinde, herhangi bir baskı için ayarlayacağınız hiçbir şey yoktur, ancak belirli bir filament türü ayarlamak için temel bilgileri bulacaksınız. Bu tek başına bir yazı için yeterli içerik, işte hızlı sürüm. İlk katman sıcaklıkları, parçanızın yatağa ne kadar iyi yapıştığını belirler ve bazı yataklar ısındığında ve soğudukça yukarı ve aşağı sıçramak istediklerinden, tüm baskı için en azından yatak sıcaklığını sabit bırakmak genellikle iyi bir fikirdir. Üreticinin önerdiği sıcaklıkları kullanın, ancak özel yazıcınız 10 veya 15 ° C'lik yüksek sıcaklığını yüksek veya düşük okuyorsa, bu olağandışı değildir, bu nedenle katmanlarınız kolayca ayrılırsa, sıcaklığı artırın ve erimiş-kıvrımlı sorunlar yaşarsanız, sıcaklığı azaltın veya parça soğutma fanı hızını açın veya arttırın.

“Geçersiz Kılmalar” sayfası, adından da anlaşılacağı gibi, “Yazıcı Ayarları” sekmesindeki birkaç “ayarlanabilir” ayardan birine geçersiz kılmadır ve bu geri çekilir. Hotend'in bir noktadan diğerine hareket ettiği parçalarınızda wisps veya ipler aldığınızda, genellikle geri çekme uzunluğunu artırmanız gerekir. Buradaki diğer özellik, filamenti geri çekmeye ve emmeye ek olarak memeyi hafifçe kaldıran Z hop'tur. İpliği azaltmak ve nozulla uzun bir baskıya vurma riskini azaltmak gerçekten yararlıdır.


Açıkçası, her bir ayardan geçebiliriz, ancak zaten belirli bir baskı için ayarlayabileceğiniz bir şey ile yazıcı ayarlaması arasındaki çizgileri bulanıklaştırmaya başlıyoruz.
Her iki durumda da yapacağınız son şey “Gcode'u dışa aktar” düğmesine basmak ve ardından bu gcode'u bir SD kart veya USB sürücüde yazıcınıza beslemektir.
Tekrar özetleyelim!
"Plater" sekmesinde, temel hareket, ölçek, döndürme ve süper kullanışlı “(lay flat”)düz yatırma" aracına sahip olursunuz. Baskınızın normalden daha güçlü veya daha sert olması gerektiğini düşünüyorsanız, dolgu için malzeme kullanmaya başlamadan önce duvar kalınlığını artırın. Bu ayarların tümü için makul sınırlar vardır. Her şeyi değiştirmeye başlama isteğine karşı koy, ancak bunu yaparsanız, bir yedekleme profili oluşturduğunuzdan ve önce ve sonra karşılaştırdığınızdan emin olun. Bir şeyleri ayarlamaya iyi bir başlangıç, aslında ayarını kaldırmak ve örneğin baskı hızlarınızı sürekli 40 mm / sn'lik bir soğukluğa ayarlamak olacaktır. Baskıların kullanılamaz hale gelmesi veya doğrudan başarısız olmasıyla çok fazla kazanmazsınız yarışı yavaş ve istikrarlı bir şekilde kazanır. Ancak yine, her yazıcı farklıdır ve biri için işe yarayanın diğeri için çalışması gerekmez.
Bu yüzden bunun için, bir sonraki yazıda, bir fikirden bir bölüme gitme sürecinin neye benzediğine bakacağız, o zamana kadar okuduğunuz için teşekkürler, abone olduğunuzdan emin olun, araştırmaya devam edin. Happy Printing :)
Bambu Lab H2C 3D yazıcı hangi yeniliklerle gelecek? Kullanıcılar mevcut cihazlarını yükseltebilecek mi? Bu blog yazısında Bambu Lab’ın karar sürecinden teknik çözümlerine ve H2C’nin getirdiği yeniliklere kadar tüm ayrıntılara değineceğiz.
En büyük üretim hacmini, benzeri görülmemiş hızı ve profesyonel düzeyde hassasiyeti sunan amiral gemisi kişisel üretim merkezi olan Bambu Lab H2S duyuruldu.
3D yazıcı teknolojisi, son yıllarda hızla gelişen ve birçok sektörde kullanılan bir teknoloji haline geldi. Bu teknoloji, üç boyutlu nesneleri katman katman oluşturarak, dijital tasarımları fiziksel ürünlere dönüştürme yeteneğine sahip. Bu teknoloji, prototip oluşturma, özelleştirilmiş üretim ve hatta evde hobi olarak kullanılabiliyor. Ancak, 3D yazıcıların en heyecan verici yönlerinden biri, onları bir gelir kaynağı olarak kullanma potansiyeli. Evet, doğru duydunuz. 3D yazıcı ile para kazanmak mümkün.
Bambu Lab , bir süredir söylentilerini işittiğimiz en yeni modeli Bambu Lab H2D ’yi nihayet tanıttı. Üstelik sadece söylentiler doğru çıkmakla kalmadı, ama aynı zamanda aklımıza bile gelmeyen yepyeni özellikler de duyuruldu.
Ön sipariş ürünlerimizin teslimat süreçleri ve bize göndereceğiniz ürünlerin paketlemeleri ile ilgili önemli açıklamaları bu yazımızda bulabilirsiniz.
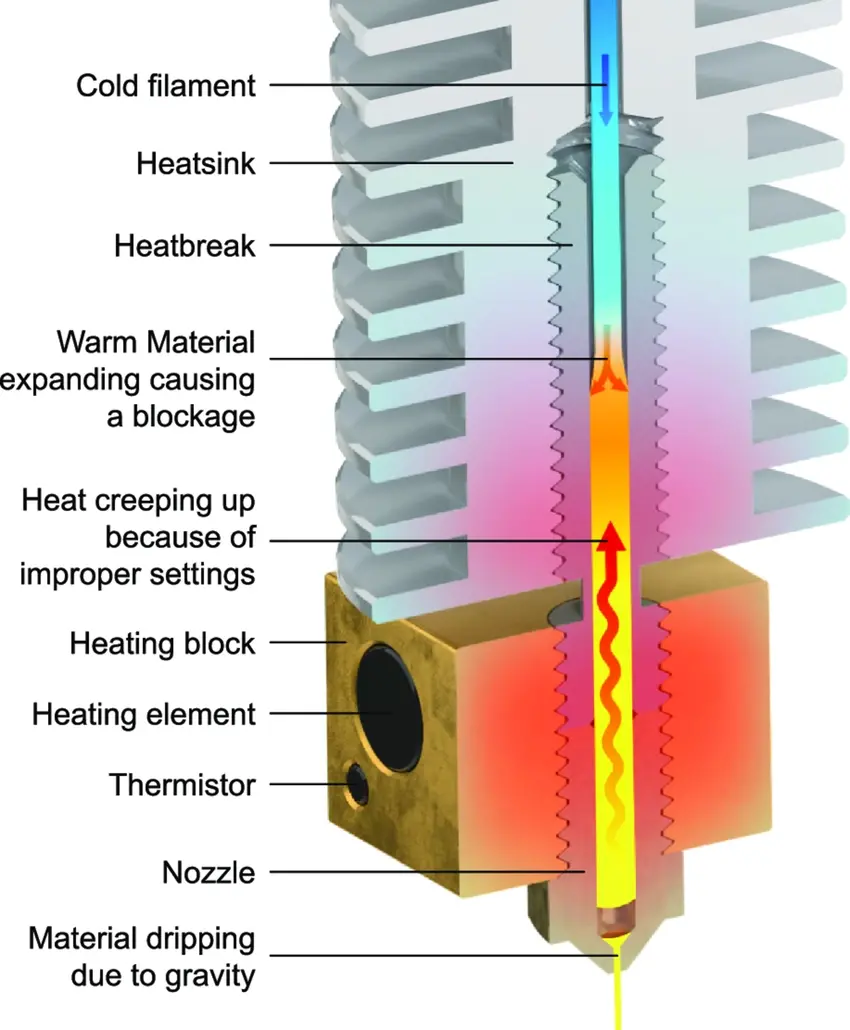
Sevgili MetatechTR ailesi, Havalar ısınmaya başladı ve biliyoruz ki bu mevsimde baskı almayı ayrı seviyorsunuz. Havalar ısındıkça 3D yazıcınızın sorunsuz çalışmaya devam etmesi için bazı önlemler almak önemlidir. Yüksek sıcaklıklar ve nem seviyeleri, baskı kalitesini etkileyebilir, heat creep (filament şişmesi) ve filament tıkanması gibi sorunlara yol açabilir. Bu blog yazımızda, yaz aylarında 3D yazıcınızı korumak için en etkili yöntemleri inceleyeceğiz. Hepinize faydalı olması dileğiyle.
BambuLab A1 Mini'ye Giriş BambuLab A1 Mini, 3D yazıcı dünyasında, özellikle küçük ve hızlı yazıcıları tercih eden kullanıcılar için ideal bir tercihtir. Bu model, kullanışlı boyutları ve etkileyici özellikleriyle öne çıkıyor. Türkiye distribütörü MetaTechTR üzerinden BambuLab A1 Mini'yi buradan satın alabilirsiniz .
Bambu Lab'ın Yeni X1E'si Profesyonellere Yönelik. Bambu lab X1E, Bambu lab X1 carbon combo.