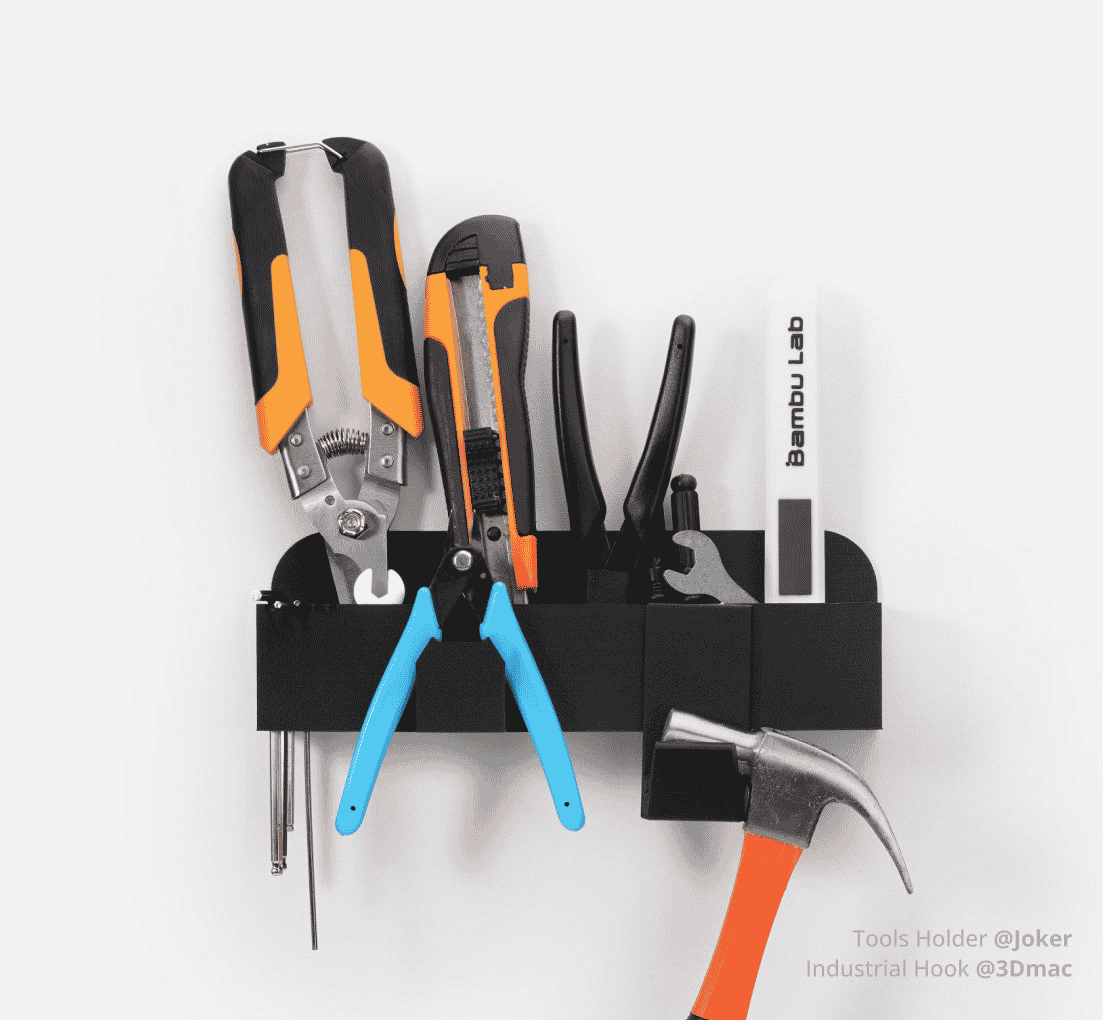
Bambu PA6-CF, karbon fiber takviyeli bir PA6 (Naylon 6) filamenttir. Karbon fiber takviyesi, kuru ortamlarda önemli ölçüde yüksek sertlik ve mukavemet özellikleri sağlarken, olağanüstü ısı direnci ve darbe direncini de korur. Diğer Bambu CF Filamentlerine benzer şekilde bu üstün mekanik özellikler, kuru ortamlarda kullanılan baskı aparatları, kelepçeler, otomotiv ve mekanik bileşenler ile çeşitli yapısal ve mühendislik parçaları için ideal bir seçim olmasını sağlar.
Ürün Özellikleri
Üstün Mukavemet ve Sertlik
Dayanıklılık ve Titreşim Direnci
Olağanüstü Isı Direnci
Yüksek sıcaklığa dayanıklı, tekrar kullanılabilir makara ile birlikte gelir.
Çap: 1,75 mm +/- 0,03 mm
Kullanım Uyarıları
0,2 mm Nozzle ile Uyumlu Değildir
Paslanmaz Çelik nozzle ucu kullanılması Tavsiye Edilmez
En yüksek baskı kalitesi için kullanmadan önce kurutun.
Tüm AMS Serileri Uyumlu Değildir
Bambu'nun yüksek performanslı filament serisinin yeni üyesi olan PA6-CF, kuru ortamlarda üstün sertlik ve mukavemet özelliklerini koruyarak, yük taşıyan yapısal bileşenlerin baskısı için mükemmeldir.

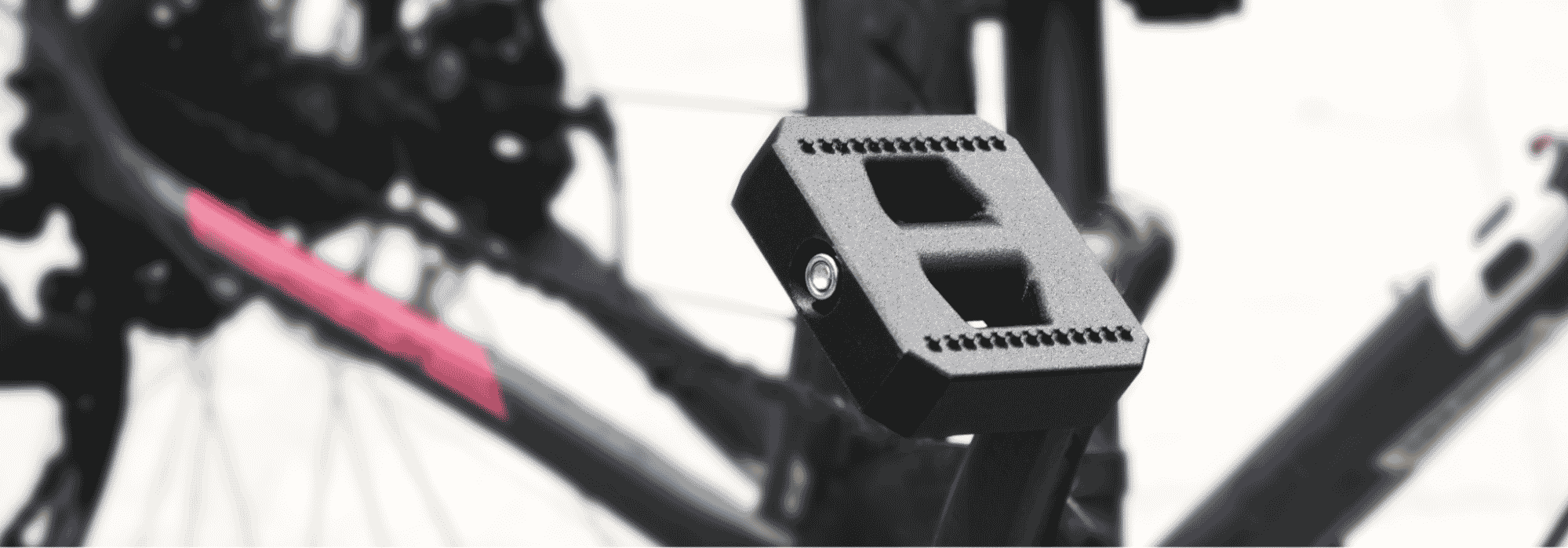
Bambu PA6-CF, mükemmel darbe dayanımı sunarak baskılarınız için etkili titreşim direnci sağlar. Genellikle darbe, çarpışma ve titreşime dayanması gereken modellerin baskısında kullanılır.
 * PA6-CF baskıları, nemli bir ortamda 1 günden fazla kaldıktan sonra daha sertleşecektir.
* PA6-CF baskıları, nemli bir ortamda 1 günden fazla kaldıktan sonra daha sertleşecektir.
Filament | PLA Basic | PETG Basic | ABS | ASA | PC | PA6-CF | PAHT-CF | PET-CF |
Isı Sapma Sıcaklığı / ℃ (0,45 MPa) | 57 ℃ | 69 ℃ | 87 ℃ | 100 ℃ | 117 ℃ | 186 ℃ | 194 ℃ | 205 ℃ |
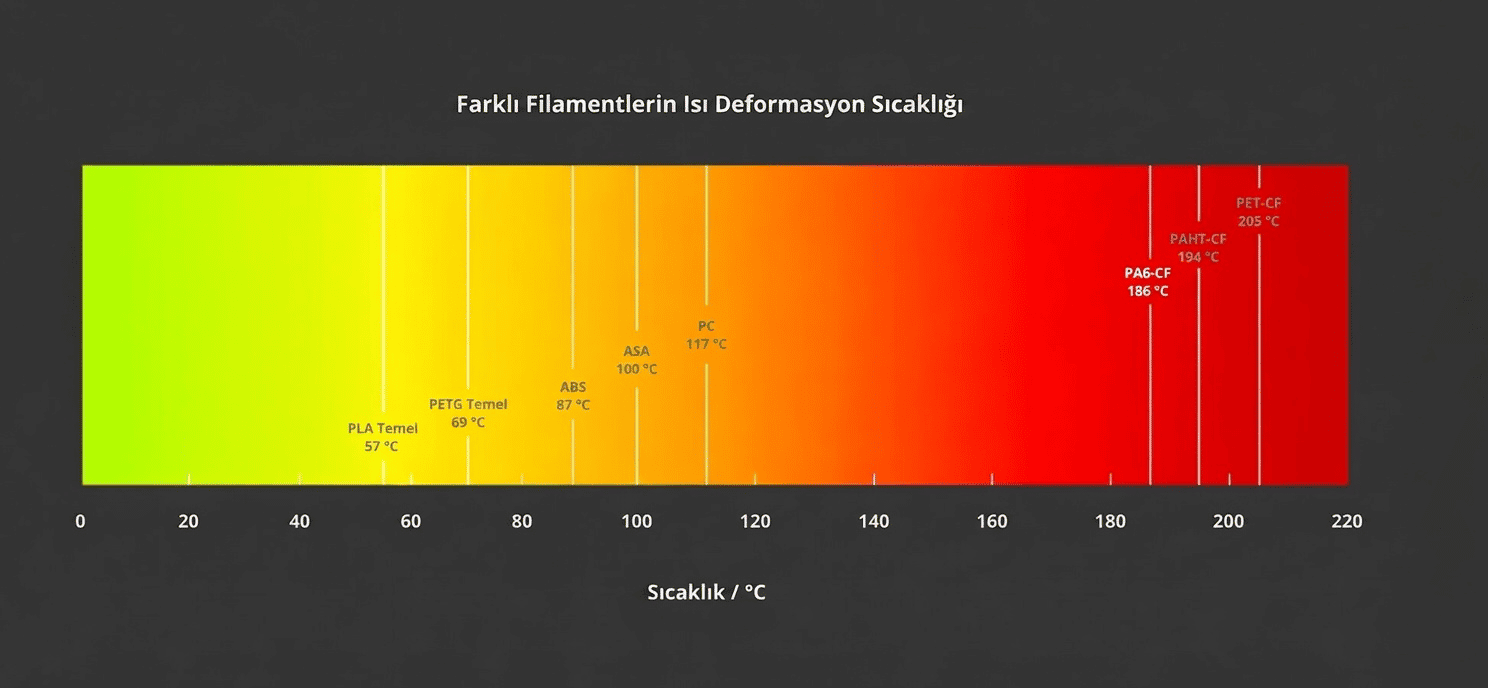
Bambu Filament Kılavuzu'nda farklı filamentlerin karşılaştırması hakkında daha fazla bilgi edinin.
Normal PA6-CF | PA6-CF | PAHT-CF | |
Kompozisyon | Naylon 6, karbon fiber | Naylon 6, karbon fiber | PA12 ve diğer uzun zincirli PA, karbon fiber |
AMS Uyumluluğu | HAYIR | HAYIR | EVET |
Kullanmadan Önce Kurutma | Gerekli | Gerekli | Gerekli |
Yazdırma Hızı | < 100 mm/s | < 100 mm/s | < 100 mm/s |
Yazıcı Tipi | Kapalı Kabin | Kapalı Kabin | Kapalı Kabin |
Dayanıklılık (Darbe Dayanımı - XY, kuru halde) | 35,7 kJ/m² | 40,3 kJ/m² | 57,5 kJ/m² |
Dayanıklılık (Darbe Dayanımı - XY, ıslak halde) | 65,4 kJ/m² | 57,2 kJ/m² | 62,3 kJ/m² |
Mukavemet (Eğilme Mukavemeti - XY, kuru halde) | 141 MPa | 151 MPa | 125 MPa |
Mukavemet (Eğilme Mukavemeti - XY, ıslak halde) | 67 MPa | 95 MPa | 115 MPa |
Katman Mukavemeti (Eğilme Mukavemeti - Z, kuru halde) | 72 MPa | 80 MPa | 61 MPa |
Katman Mukavemeti (Eğilme Mukavemeti - Z, ıslak halde) | 31 MPa | 45 MPa | 49 MPa |
Rijitlik (Eğilme Modülü - XY, kuru halde) | 4870 MPa | 5460 MPa | 4230 MPa |
Rijitlik (Eğilme Modülü - XY, ıslak durum) | 1890 MPa | 3560 MPa | 3640 MPa |
Katman Yapışması (Darbe Dayanımı - Z, kuru halde) | 11,6 kJ/m² | 15,5 kJ/m² | 13,3 kJ/m² |
Isıya Dayanıklı (HDT, 0,45 MPa) | 177 ℃ | 186 ℃ | 194 ℃ |
Doymuş Su Emilim Oranı / % (25 °C, %55 RH) | 3.80 | 2.35 | 0,88 |
Uyumluluk
Tavsiye Edilen | Desteklenmiyor | |
Tabla Uyumluluğu | Pürüzsüz PEI Tabla, Dokulu PEI Tabla | Cool Plate SuperTack |
Nozzle Uyumluluğu | Sertleştirilmiş Çelik Nozzle Isıtıcı Uç 0,4 mm / 0,6 mm (kesinlikle tavsiye edilir) / 0,8 mm | Paslanmaz Çelik Nozzle Isıtıcı Uçlar (Tümü) |
Yapıştırıcı | Yapıştırıcı Çubuk | / |
Önerilen Yazdırma Ayarları | |
Yazdırmadan Önce Kurutma Ayarları | 80 °C, 8 - 12 saat |
Baskı ve Kabın Nemini Koruma | < %20 RH (Kapalı, nem çekici madde ile) |
Nozzle Sıcaklığı | 260 - 290 °C |
Yatak Sıcaklığı (Tutkallı) | 80 - 100 °C |
Yazdırma Hızı | < 100 mm/s |
İndirmeler
PA6-CF Filament Teknik Veri Sayfası | |
PA6-CF Filament Güvenlik Bilgi Formu (MSDS) | |
PA6-CF Filament RoHS Belgesi |
• Kurutma koşulları: 80℃'de 10 saat. PA6-CF neme karşı oldukça hassastır. Optimum baskı performansı elde etmek için, kullanımdan önce ve depolama sonrasında daha fazla kurutulması önerilir. Daha fazla bilgi için lütfen şuraya bakın: “Filament kurutma talimatları”
• Bambu PA6-CF, su emdikten sonra mukavemet ve sertliğinde azalma yaşar; bu nedenle, özellikle ince ve uzun modeller olmak üzere, mukavemet, sertlik ve boyutsal kararlılık açısından yüksek gereksinimlere sahip modellerin baskısı için önerilmez. PA6-CF baskıları genellikle nemlendiğinde daha sert ve darbelere, düşmelere ve çarpışmalara karşı daha dayanıklı hale gelir; modelin yüksek dayanıklılık gerektirmesi durumunda baskıları önceden nemlendirip yumuşatabilirsiniz.
• Destekli model yazdırırken, nemlenip yumuşadıktan sonra çıkarılması zorlaşmaması için destek yapısını 2 saat içinde çıkarmak gereklidir. Destek çıkarılması zor ise lütfen baskıları kurulayın ve soğumaya bırakın, ardından desteği zamanında çıkarın.
• Baskıların yüzeyini boya, balmumu ve diğer su geçirmez kaplamalarla tamamen kaplamak, su emilimini engelleyebilir ve yumuşamalarını önleyebilir.
Makaralı Filament 1x Paket 1x













