PETG, en yaygın kullanılan filamentlerden biridir. Mekanik olarak gerilmiş parçaları yazdırmak için mükemmel bir seçimdir. PLA ile karşılaştırıldığında, ısıya daha dayanıklı, daha esnek ve daha az kırılgandır.

*Mukavemet ve Sert
* Sıcaklığa dayanıklı
*Dayanıklı ve Sert
*Yazdırması kolay
*Düşük çözgü
*Tüm detaylar
Artıları
+Yüksek sıcaklık direnci
+Yazdırması kolay
+Düşük çekme ve bükülme
+Güç ve Dayanıklılık
+Kırılgan değil
+Zımparalanması basit
+Baskı sırasında çoğunlukla kokusuzdur
+Parlak ve pürüzsüz yüzey kalitesi
+Katmana güçlü katman yapışması
+Düşük su emilimi
+Geri dönüştürülebilir
-Küçük parçalar için uygun değil
-Çekme imkanı
-Kötü köprüleme özellikleri
-Yatağa güçlü yapışma - baskıyı çıkarırken dikkatli olun
-ABS gibi aseton ile yumuşatılamaz
-Desteklerin kaldırılması daha zordur
-Çizilmeye eğilimli (PLA'dan daha fazla)

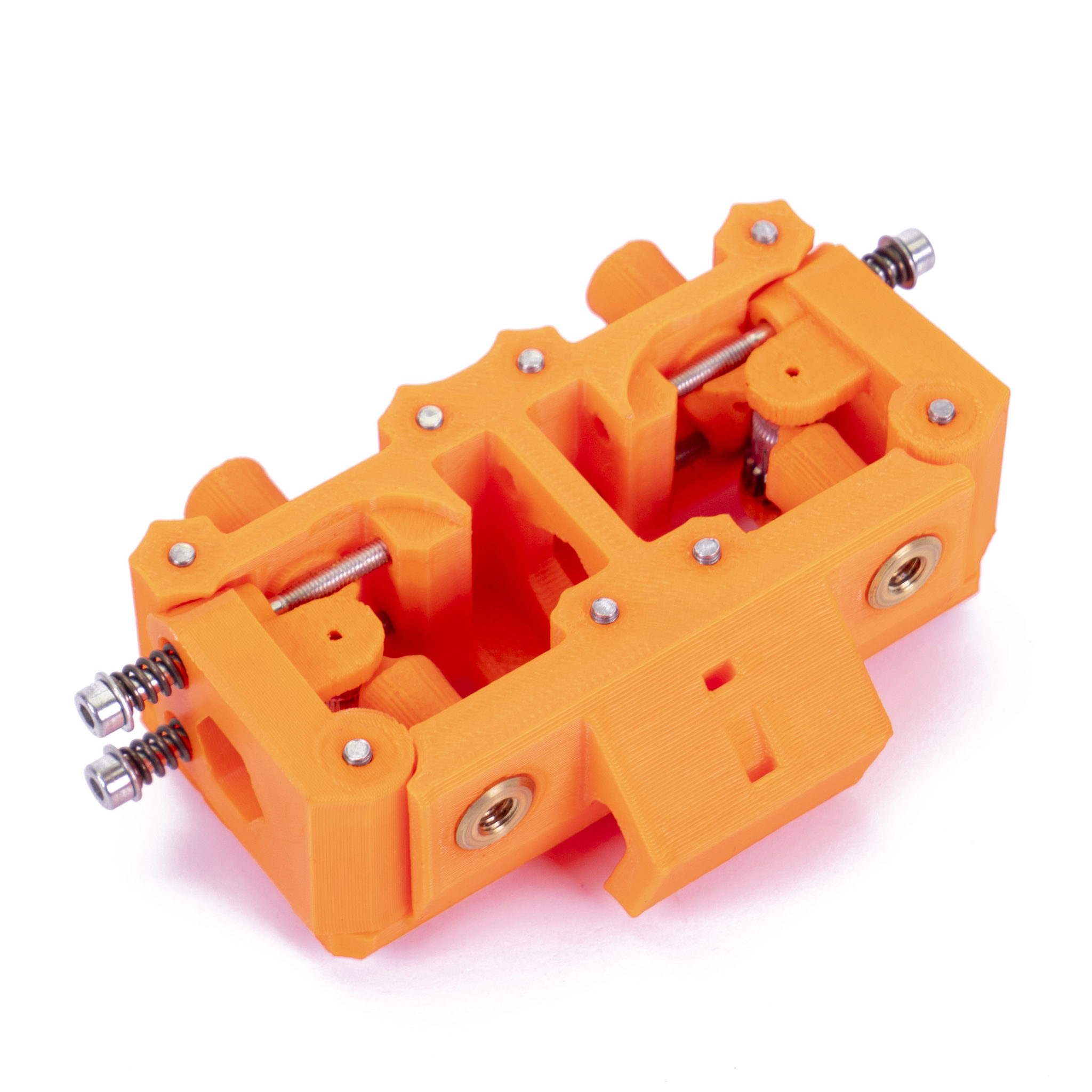
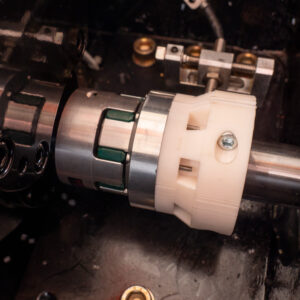
Güç ve dayanıklılık sayesinde PETG, mekanik parçalar için mükemmel bir seçimdir. Ayrıca Original Prusa i3 MK3 üzerindeki plastik parçalar PETG malzemeden yapılmıştır.
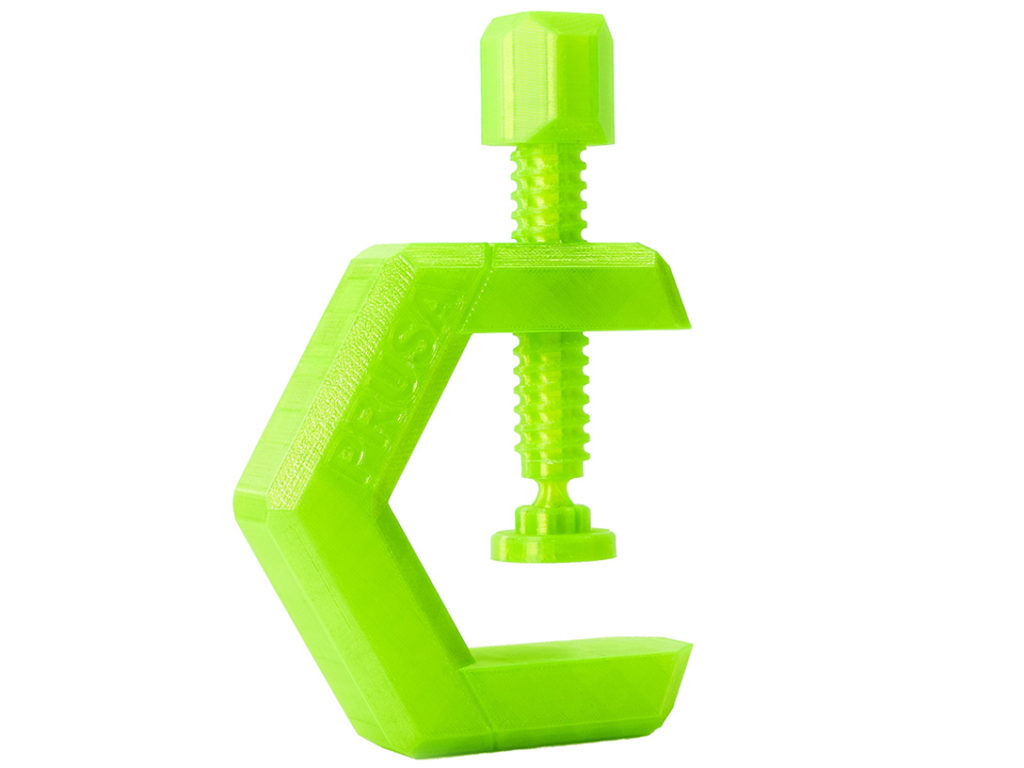
PETG, çalışma odanızdaki herhangi bir tutucu veya kıskacı basmak için mükemmeldir.

Çok iyi katman yapışması nedeniyle PETG baskılar su geçirmez uygulamalar için uygundur.
Baskı zorluğu : Ortaya kolay
Sıcaklık direnci : 68 ° C
Tokluk : Yüksek
Eğrilmeye duyarlılık : Düşük
Koku : Koku yok
Rötuş : Ortalama
Kolay zımparalanır (hem ıslak hem de kuru)
Çözünürlük : Hayır
Esneklik : Düşük
Baskı hızı : Hızlı
Detaylar : 0.15 mm ve daha fazlası
Aşındırıcılık : Yok
Bırakması zor : Evet
PETG, iyi termal dirence sahip çok sert bir malzemedir. Kullanımı evrenseldir ancak özellikle mekanik parçalar ve hem iç hem de dış mekân kullanımı için uygundur. PETG'de neredeyse hiç bükülme yoktur, bu nedenle büyük nesneleri yazdırmak bir sorun değildir. Yazıcılarımıza (Original Prusa) parça basmak için PETG kullanıyoruz!
PETG, 3D baskı için en sevdiğimiz malzemelerden biridir. Baskı yapmak neredeyse PLA kadar kolaydır, ancak PLA baskıların elde edemediği birçok mekanik özellik sunabilir.
PETG kısaltmasındaki G, üretim işlemi sırasında eklenen Glikol anlamına gelir. Glikol PET'in özelliklerini değiştirerek yarı saydam varyantlarla baskı yaparken yazdırmayı daha kolay, daha az kırılgan ve daha net hale getirir. PETG düşük bir termal genleşmeye sahiptir, bu nedenle büyük nesneleri yazdırırken ve bir muhafaza olmadan bile nadiren yataktan kalkar ve bükülür. Buna ek olarak, PETG esnektir. Parçaların basınç altında kırılmasını önleyebilecek sağlıklı bir esnekliğe sahiptir.
PLA veya ABS'den farklı olarak, PETG biraz sızma eğilimindedir ve baskınızda plastik iplikler bırakabilir. Bununla, artan geri çekme ve sıcak son sıcaklığıyla oynayarak mücadele edebilirsiniz, ancak filament ön ayarlarımızı PrusaSlicer veya PrusaControl'de kullanırsanız, bunu sizin için zaten yapacaktır ve tel çekme miktarı minimumdur. Yine de küçük bir tel çekmeye şahit olursanız, bitmiş baskılarınızı bir ısı tabancasıyla hızlı bir şekilde yakarak kurtulabilirsiniz.
Sızma ve güçlü yapışma ile başa çıkabilirseniz, oldukça dayanıklı, sıcaklığa oldukça dayanıklı ve hem iç hem de dış mekân kullanımı için kullanılabilen çok dayanıklı bir baskı elde edersiniz.
Yatak Sıcaklığı: 80 ± 10 ° C , Isıtmalı Yatak Önerilir
Yazıcınız için bir kabin (Enclosure ) gerekli değil
Yüzey: PEI baskı yatağı , Cam tabaka, Printer’s tape, Yapıştırıcı
Ekstruder Sıcaklığı: 250 ± 10 ° C , Özel hot-end gerekmez
Soğutma Bölümü Soğutma Fanı Gerekli, Fan Hızı:% 50
Ocean Blue
Anthracite Grey
Mango Yellow
Chalky BlueTerracotta Light
Pistachio Green
Signal White
Clear
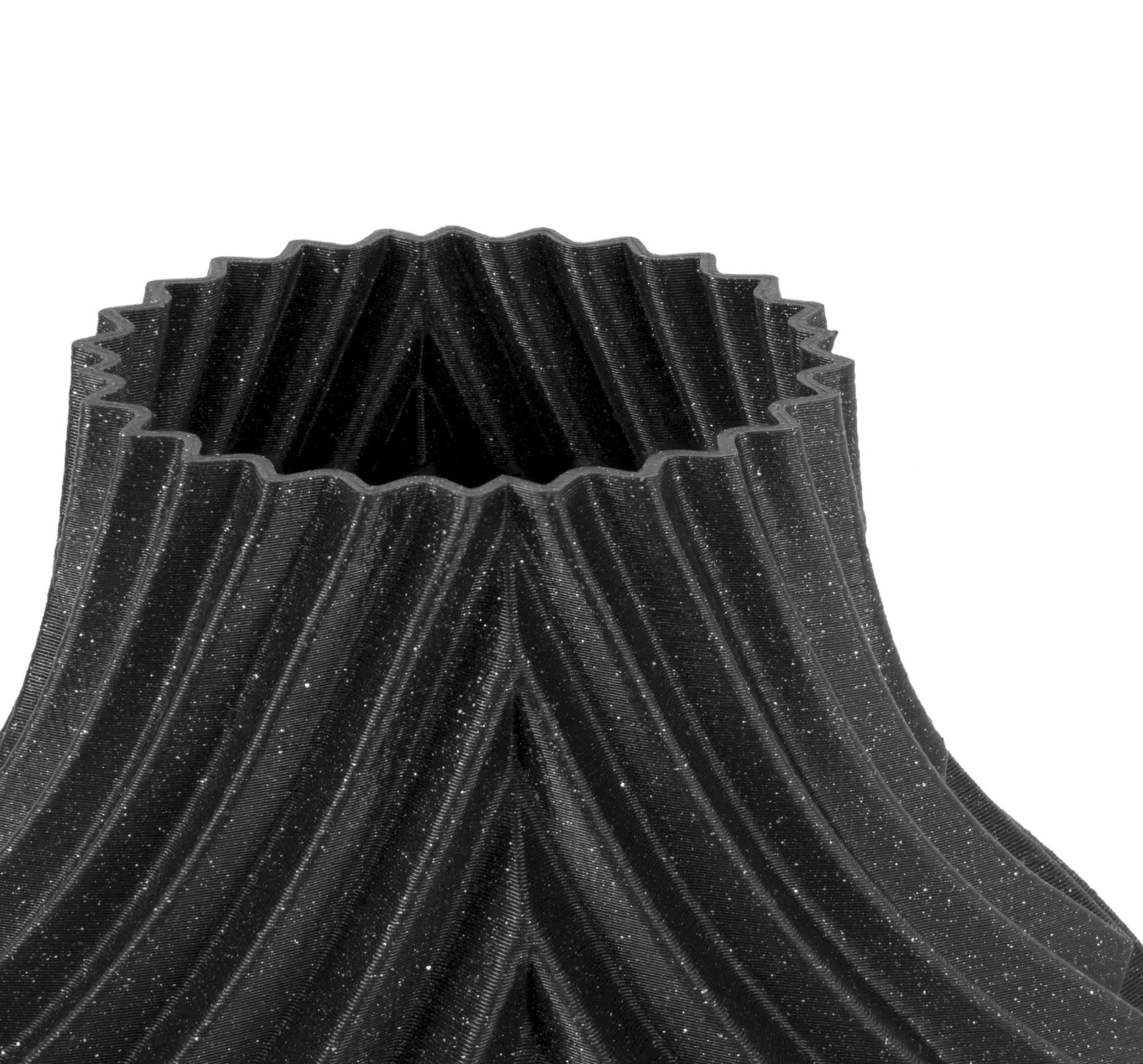
Prusa Galaxy Black
Ultramarine Blue Transparent
Yellow Gold
Carmine Red Transparent
Neon Green Transparent
Urban Grey
Prusa OrangeJet Black
Baskı yüzeyinin en iyi şekilde yapışmasını sağlamak için temiz tutulması önemlidir. Yapışma çok güçlü olabileceğinden izopropil alkol kullanılması önerilmez. Stick yapıştırıcıyı ayırıcı olarak kullanabilirsiniz ancak pencere temizleyicisi daha iyi bir seçimdir.
Kokusuz bir kâğıt havlu üzerine az miktarda pencere temizleyicisi dökün ve baskı yüzeyini silin. En iyi sonuç için yatak soğukken temizlenmelidir. PETG için önceden ısıtıldığında temizlenmişse, temizleyicinin herhangi bir şeyi temizlemeden önce buharlaşacağını unutmayın. Alternatif olarak, yatağı ılık su ve birkaç damla bulaşık deterjanı ile bir kâğıt havluyla temizleyebilirsiniz.
PETG'yi son işlemden geçirirken hem kuru hem de ıslak zımparalama kullanmak mümkündür.
PETG ile yazdırırken, bir soğutma fanı kullanmayı düşünmelisiniz. Hızlı soğutma, baskıyı teller ve lekeler olmadan ayrıntılı tutmaya yardımcı olur. Mümkün olan en güçlü baskıya ihtiyacınız varsa, fan kullanmadan baskı yapın. Daha yüksek filament sıcaklığı, ekstra güçlü katman yapışmasına yardımcı olacaktır. Eğilmeyi önlemek için ilk birkaç katmanı soğutma fanı olmadan yazdırmanızı ve bundan sonra fan gücünün yarısını açmanızı öneririz.
Dayanıklı bir parçaya ihtiyacınız varsa, 3D baskı gücünün çoğu dış kabuğundan geldiğinden dolgu yüzdesini artırmak yerine duvar sayısını artırın.



PLA, en yaygın kullanılan filamenttir. Çok güçlü, baskısı kolay ve biyolojik olarak parçalanabilen bir malzemedir. Düşük ısı genleşmesi sayesinde (çok az veya hiç eğrilme olmadan) büyük nesneleri ve düşük erime sıcaklığı nedeniyle küçük parçaları yazdırmak için mükemmel seçim.

*Kırılgan
*Yazdırması kolay
*Sert ve sert
*Düşük çözgü
*Tüm detaylar
Artıları
+Yazdırması kolay
+Küçük parçaları yazdırabilir
+Büyük nesneleri yazdırabilir
+Zor
+Düşük çözgü
Eksileri
-Kırılgan
-Düşük sıcaklık direnci
-Zorlu işlem sonrası

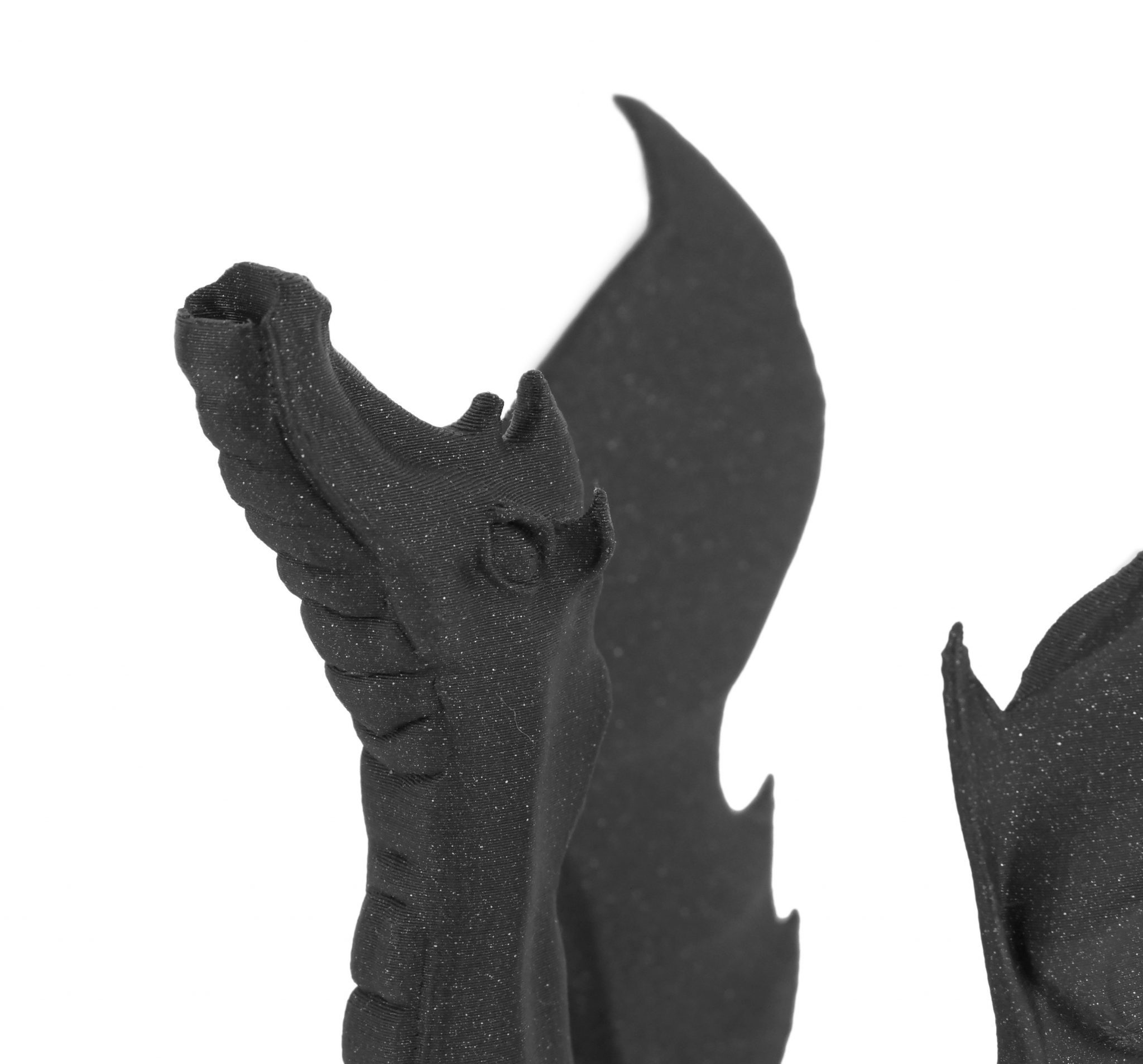
Aksiyon figürleri genellikle tonlarca küçük özellik içerir. Bunları PLA ile yazdırmak neredeyse her ölçekte kolaydır

PLA, mücevher gibi küçük ve ayrıntılı nesneleri yazdırmak için mükemmeldir. İster kolye ister küpe olsun, özellikle daha küçük bir nozzle ile birleştiğinde, kenarların temiz olmasını bekleyebilirsiniz ve hiçbir iplenme olmayacaktır.

Minimum termal genleşmesi sayesinde PLA, büyük baskılar için mükemmel bir seçimdir. Çözgü yok, katman ayrımı yok. Derleme hacminizi maksimum potansiyeline kadar kullanın!
Baskı zorluğu: Kolay
Sıcaklık direnci: 55 ° C
Dayanıklılık: Ortalama
Eğrilmeye duyarlılık: Yok
Koku: Koku yok
Rötuş: Zor , Islak zımparalama
Çözünürlük: Çok zor, Tehlikeli kimyasallarda
Esneklik: Yok
Baskı hızı: Hızlı
Detaylar: 0,2 mm'nin altında
Aşındırıcılık: Yok
Yataktan ayrılması: Kolay
PLA, yaklaşık 175 santigrat derece gibi nispeten düşük bir sıcaklıkta erir. Termoset malzemeler denilen malzemelerin aksine PLA, çok az bozulmayla erime noktasından birçok kez ısıtılabilir. Sert bir malzemedir, ama aynı zamanda biraz kırılgan olduğu anlamına gelir ve kırıldığında parçalanmayı sever.
PLA'nın en iyi kullanımı, konsept modeller, prototipler, minyatürler, mücevherler, az aşınmış oyuncaklar vb. 3d baskı yapmak içindir.
Ancak PLA mükemmel bir malzeme değildir ve diğer her plastik gibi bazı dezavantajları vardır. Düşük baskı sıcaklığı aynı zamanda düşük sıcaklık direnci anlamına gelir. 60 ° C'nin üzerindeki sıcaklıklarda parçalar mekanik dayanımını kaybetmeye başlar.
Hem biyolojik olarak parçalanabilir hem de düşük sıcaklık direncine sahip olma kombinasyonu, düşük UV direnci nedeniyle dış mekân kullanımı için ideal olmadığı anlamına gelir.
PLA, yalnızca kloroform veya sıcak benzen gibi kimyasallarda çözünür. Birden çok parçayı birbirine bağlamak için yapıştırıcı kullanın.
PLA biyolojik olarak parçalanabilir ve malzeme kendi başına gıda açısından güvenli olsa da, 3D baskılarınızdan tekrar tekrar sıvı içmemenizi veya yememenizi öneririz. Baskı yüzeyindeki küçük kırıklardan kaynaklı, zamanla bakteri birikebileceği anlamına gelir. Gıda güvenliğine uygun bir kaplama uygulayarak bunu önleyebilirsiniz.
Yatak Sıcaklığı: 40–60 ° C, Isıtmalı Yatak Opsiyonel, (Enclosure)Muhafaza gerekli değil
Yatak Yüzeyi; PEI , Cam tabaka, Printer’s tape, Yapıştırıcı
Ekstruder Sıcaklığı: 210 ± 10 ° C , Özel hot-end gerekmez
Extruder: Soğutma Bölümü Soğutma Fanı Gerekli, Fan Hızı:% 100
Oh My Gold (Blend)
Lime Green (Blend)
Royal Blue
Pineapple Yellow
Prusa Orange
Opal Green
Jet Black
Galaxy Purple
Army Green
Gentleman’s Grey
Premium Mystic Green
Premium Mystic Brown
Vanilla White
Pearl Mouse
Prusa Galaxy Black
Lipstick Red
Ms. Pink (Blend)
Galaxy Silver
Azure Blue
Baskı yüzeyinin en iyi yapışmasını sağlamak için temiz tutulması önemlidir. Yüzeyin temizlenmesi basittir: En iyi seçenek, yalnızca PLA için değil diğer malzemeler için de en iyi sonucu veren (IPA)İzopropil alkoldür.
Kokusuz bir kâğıt havlu üzerine az miktarda IPA dökün ve baskı yüzeyini silin. En iyi sonuçlar için yatak soğukken temizlenmelidir, ancak PLA için önceden ısıtıldığında da temizlenebilir, yatak yüzeyine veya nozzle’a dokunmamaya dikkat edin. Ancak daha yüksek sıcaklıklarda temizlik yaparken alkolün herhangi bir şeyi temizlemeden önce buharlaşacağını unutmayın. Alternatif olarak, yatağı ılık su ve birkaç damla bulaşık deterjanı ile bir kâğıt havluyla temizleyebilirsiniz. Denatüre alkol de başka bir seçenektir.
PLA'yı son işlemden geçirirken ıslak zımparalama kullanmak daha iyidir. Su olmazsa plastiği hızlı bir şekilde sürtünme ile ısıtmaya başlayacaksınız, yerel olarak eriyecek ve zımparalamayı zorlaştıracaktır.
3D Baskı sırasında PLA'yı mümkün olduğunca soğutmaktan çekinmeyin. Yeterince iyi soğutma ile aşırı çıkıntıları yazdırabilir ve uzak yüzeyler arasında köprü kurabilirsiniz.
Dayanıklı bir parçaya ihtiyacınız varsa, 3D baskı gücünün çoğu dış kabuğundan geldiği için dolgu yüzdesini artırmak yerine duvar sayısını artırın.









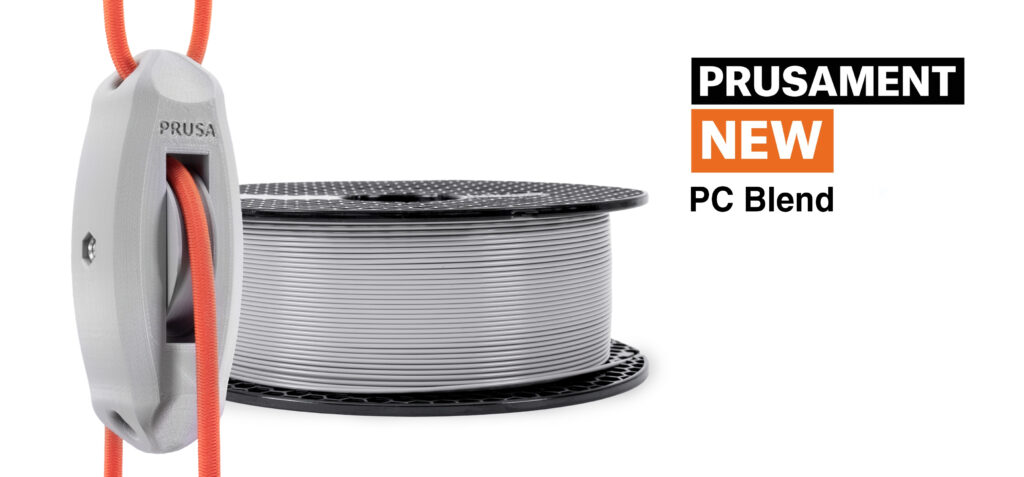
Prusament, Tanınmış PLA, PETG ve ASA'nın yanı sıra, şimdi PC Blend (PolyCarbonate) adlı yeni bir malzeme sunuyoruz. PC Blend, daha güçlü, daha dayanıklı 3D baskılar için mükemmeldir.
Polikarbonatlar, mukavemetleri, mekanik dayanıklılıkları, toklukları ve sıcaklık direnci ile bilinen bir grup plastiktir. Genellikle CD'lerin, koruyucu gözlüklerin ve araba farlarının üretiminde kullanılırlar.
Saf polikarbonat bileşimi, özellikle 3D baskı için uygun değildir. Baskı tabakasına çok zayıf yapışır ve yüksek ısı genleşmesi nedeniyle deforme olma ve çatlama eğilimindedir. Bu nedenle yeni ürünün geliştirilmesi için çok çaba sarf ediyoruz. Polikarbonatın mükemmel özelliklerini korurken, karışıma dikkatlice seçilmiş katkı maddeleri ekledik, yapışmayı iyileştirdik ve çatlama ve eğrilmeyi azalttık. Sonuç, yeni Prusament PC Blend'imiz.
Prusament PC Blend'in özelliklerini derinlemesine incelemeden önce, bu malzemenin özellikle ileri düzey kullanıcılar için uygun olduğunu belirtmeliyiz. 3D baskıda yeniyseniz, kesinlikle PLA'ya bağlı kalmalısınız. PC Karışımı, prototiplerin ve fonksiyonel parçaların ve termal ve mekanik olarak gerilmiş bileşenlerin üretimi için sert ve dayanıklı malzeme arayan deneyimli 3D yazıcı sahipleri için önerilir.
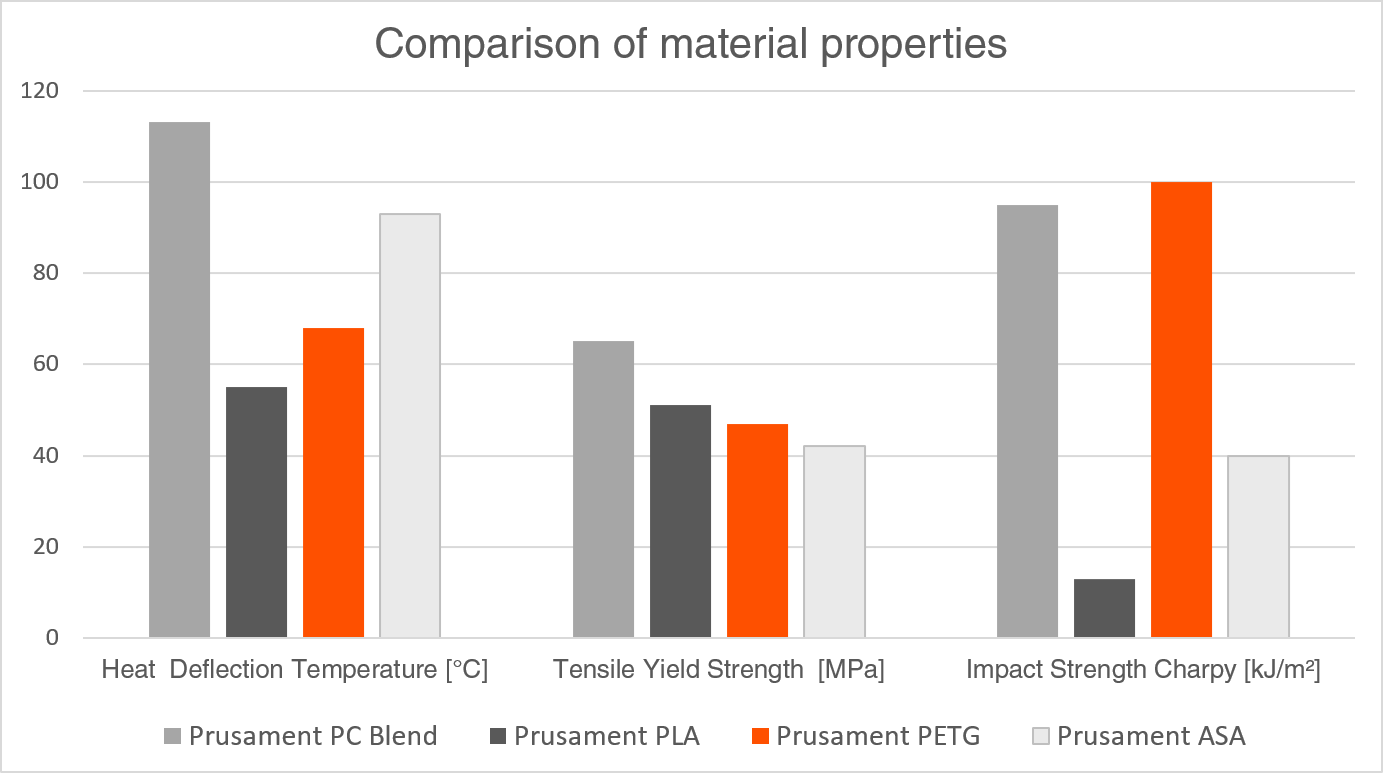
+113 ° C / 235 ° F'ye kadar yüksek sıcaklık direnci (karşılaştırma için PLA, 55 ° C / 131 ° F civarındaki sıcaklıklarda deforme olmaya başlar)
+Mükemmel mekanik direnç - çok güçlü ve sert malzeme
+Darbeye dayanıklı
+Düşük sıcaklıklarda bile sağlam ve esnek
+( Enclosure )Muhafazasız bir 3D yazıcıda yazdırılan diğer PC'lere kıyasla çok iyi boyutsal kararlılık
+Mekanik stres altında dayanmaya (soğuk akış) karşı iyi direnç
+Stiren içermez
+Baskı yatağına iyi yapışma
+Geleneksel polikarbonatlara kıyasla geliştirilmiş baskı özellikleri - baskı sırasında daha az eğilme, katmanlardaki çatlaklar çok nadirdir
+Baskıdan önce kurutulmasına gerek yoktur (çok az higroskopiktir)
+İyi elektriksel yalıtım özellikleri
-Büyük modelleri yazdırırken eğrilmeye eğilimli
-Nozzle ve ısı yatağında yüksek sıcaklıklar gerektirir
-Daha yüksek fiyat
-Baskı sırasında gözle görülür bir koku üretir
-Ayırıcı madde gerektirir (örneğin, baskı sayfasında yapışkan çubuk tabakası)
PC Blend, prototiplerin ve mekanik parçaların üretimi için uygun bir malzemedir, bu nedenle görsel tarafı, örneğin PLA ile olduğu kadar önemli değildir. Bu nedenle daha küçük bir renk yelpazesi sunuyoruz: siyah (Jet Siyahı), gri (Şehir Grisi) ve doğal beyaz (Doğal). Tüm Prusament malzemeleri son derece hassas ve endüstri üstü standartlarda (+ - 0,03 mm çap toleransı) yapılır ve tüm makaralar mükemmel şekilde sarılır. PC Karışımı standart 1kg makaralarda mevcuttur.



Prusament PC Blend, hem düz hem de dokulu baskı sayfalarına yazdırılabilir. Ancak, yazdırmaya başlamadan önce yatağa bir ayırma maddesi sürmeniz gerekir. Aksi takdirde, baskının yapışması çok güçlü olabilir. Baskı yatağını hazırlamanın en kolay yolu, yatağa ince bir tabaka kağıt tutkalı uygulamaktır. Bu nedenle, her PC Blend makarasına ücretsiz bir kağıt tutkal çubuğu (KORES) ekliyoruz. Ayırıcı bir katman eklenmemesi, baskı yatağınıza zarar verebilir! Belgelerimiz powder-coated textured print sheet’e yapıştırıcı sürmenin gerekli olmadığını belirtirken, PC Karışımı bir istisnadır. Diğer malzemelerle (PLA, PETG, ASA, Flex ve diğerleri) baskı yaparken yapıştırıcı kullanmayın!

Yazdırmayı bitirdikten ve nesneyi 3D baskı yatağından çıkardıktan sonra, baskı sayfasını iyice temizlemek için izopropil alkol kullanın! Dokulu tabakayı suyla temizlemekten kaçının, bu korozyona neden olabilir.
Diğer PolyCarbonate filamentlerle karşılaştırıldığında, Prusament PC Blend'imizin çalışması nispeten kolaydır ve baskı öncesi hazırlıkları hala oldukça basittir. Nozzle ve ısıtma yatağı için önerilen sıcaklıklar sırasıyla 275 ± 10 ° C (527 ± 18 ° F) ve 110 ± 10 ° C (230 ± 18 ° F) 'dir. Bu, tüm yazıcılarımız, Original Prusa i3 MK2 / S, Original Prusa i3 MK3 / S / S+ ve hatta Original Prusa MINI'nin PC Blend ile yazdırabileceği anlamına gelir. MK3 / S / S+, büyük nesneleri yazdırmak için en iyi seçenektir çünkü daha büyük modeller için önerilen ısı yatağı sıcaklığı 115 ° C'dir (239 ° F). Daha küçük nesneler, MINI'nin çalışma aralığı içinde olan 100 ° C'de (212 ° F) yazdırılabilir.
Malzeme aşındırıcı değildir, bu da onu PLA ve PETG ile aynı ligde tutar. Bu, standart pirinç nozzle’ın (FFF / FDM 3D yazıcıların çoğu tarafından kullanılan) mükemmel şekilde uygun olduğu anlamına gelir.
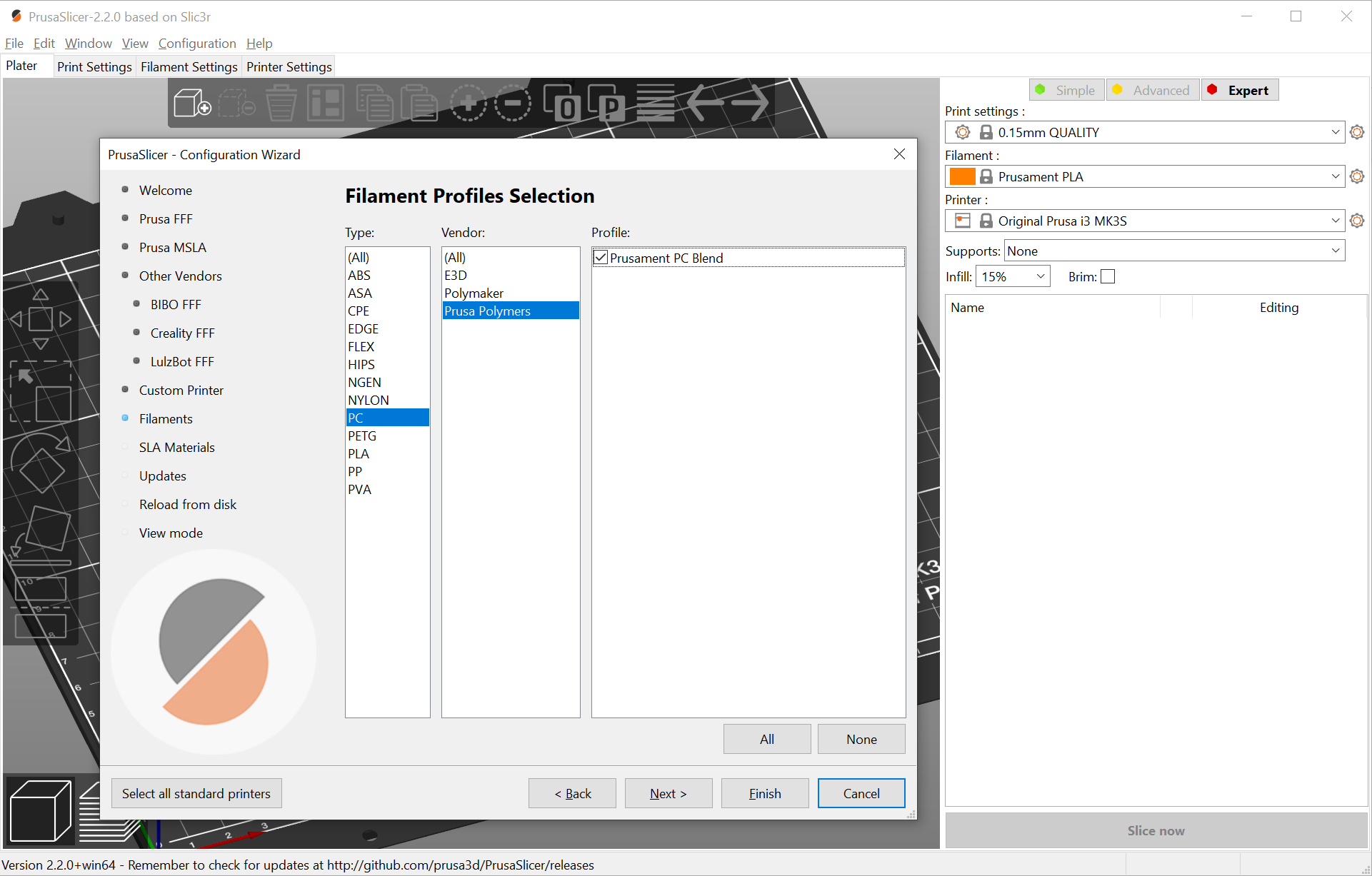
Protip: Prusament PC Blend yazdırma profilini PrusaSlicer'a eklemeniz gerekiyor mu? PrusaSlicer 2.2.0 veya daha yenisini çalıştırdığınızdan emin olun. (Configuration – Configuration Wizard – Filaments – PC )Konfigürasyon- Konfigürasyon Sihirbazı - Filamentler - PC'ye gidin - Prusament PC Blend seçeneğini işaretleyin ve Bitir'e basın. Şimdi, PC Blend malzeme listesinde mevcut olacak.
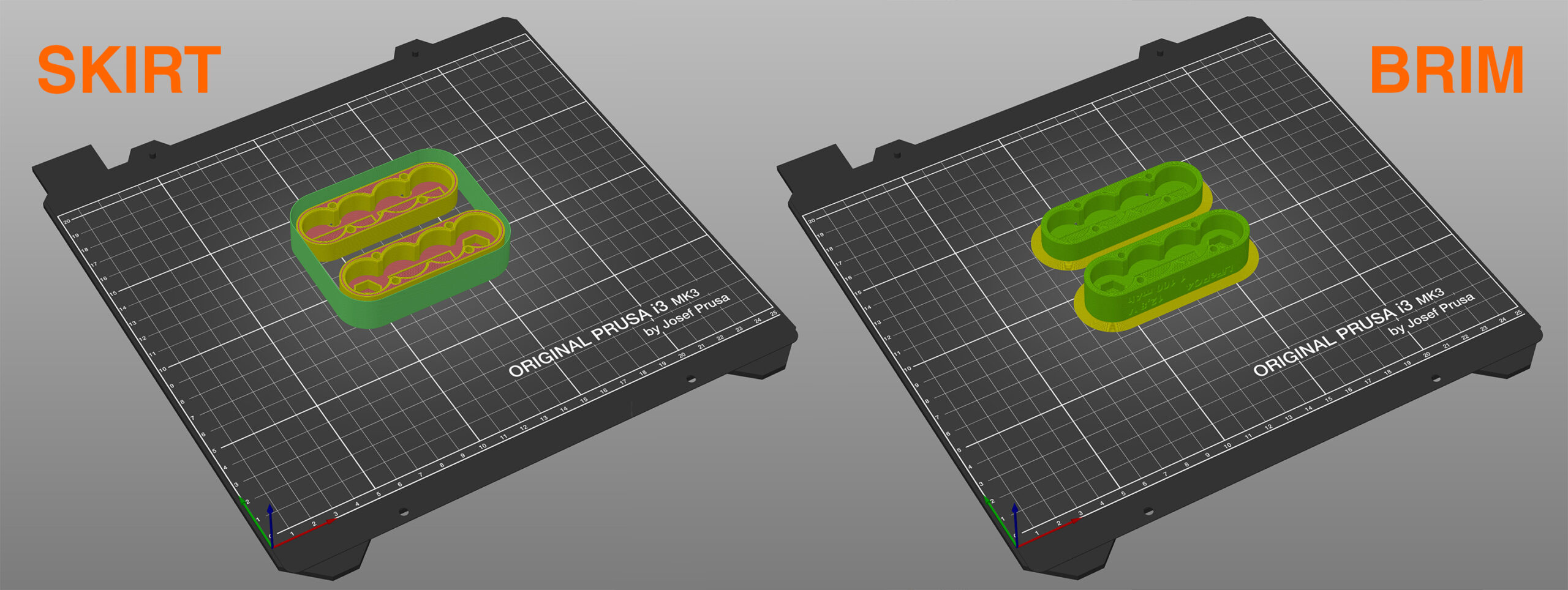
Eşit ısı dağılımı sayesinde iyi bir yapışma elde etmek için nesneleri baskı yatağının ortasına yerleştirmenizi öneririz. Nesnenin etrafına ince bir duvar eklerseniz; basılı nesnenin etrafında bir mikro iklim oluşturur ve hava dolaşımını engeller. Daha küçük bir şey yazdırmaya karar verirseniz, Brim seçeneğini kullanmayı düşünün. Basılı nesnenin etrafına ekstra malzeme ekleyerek yapışmayı artırır.
Genel olarak konuşursak, PC Blend, tüm ısı yatağına gerilmiş devasa modelleri yazdırmak için en iyi malzeme değildir. Bununla birlikte, aynı zamanda nesnenin şekline de bağlıdır, dairesel modellerin yazdırılması, birçok keskin kenarı ve açısı olan şekillere kıyasla daha kolaydır. Eğilme eğilimi, dolgu ve duvar sayısından da etkilenir. Daha yoğun dolgular ve genellikle nesnenin içinde daha fazla malzeme olduğunda, eğilme riski o kadar yüksek olur ki bu, nesnenin 3d baskı sayfasından ayrılmasına neden olur. Büyük bir şey yazdırırsanız, çevre sayısını azaltmayı düşünebilirsiniz (istenen sonucu etkilemiyorsa). Protip: Prusament PC Blend yazdırma profilini PrusaSlicer'a eklemeniz gerekiyor mu? PrusaSlicer 2.2.0 veya daha yenisini çalıştırdığınızdan emin olun. Konfigürasyon- Konfigürasyon Sihirbazı - Filamentler - PC'ye gidin - Prusament PC Blend seçeneğini işaretleyin ve Bitir'e basın. Şimdi, PC Blend malzeme listesinde mevcut olacak.
Bazı durumlarda, ““Bed thermal runaway” "Yatak termal kaçak" hatasıyla karşılaşabilirsiniz. Bu genellikle 3D yazıcı yüksek ısıtma yatağı sıcaklığını koruyamadığında olur. Nedeni genellikle 18 ° C'nin altındaki düşük ortam sıcaklıkları, bir taslak ve %20 hıza ayarlanmış bir 3d baskı fanının birleşimidir.
Isı yatağının sıcaklığını artırın
Bir kenar ekleyin (genişlik en az 4 mm)
Modelin etrafına dairesel bir skirt ekleyin (model kadar yüksek)
Duvar sayısını azaltın ve dolgu miktarını azaltın
Modeli yatağın ortasına yerleştirin
Daha küçük nesneleri yazdırın
Yazıcıyı sıcaklığa dayanıklı bir ortama yerleştirin (soğuk hava akımı vb.)
Soğuk bir ortamda yazdırmaktan kaçının
Yazıcıyı bir kasaya yerleştirin




Happy Printing :)
Bambu Lab H2C 3D yazıcı hangi yeniliklerle gelecek? Kullanıcılar mevcut cihazlarını yükseltebilecek mi? Bu blog yazısında Bambu Lab’ın karar sürecinden teknik çözümlerine ve H2C’nin getirdiği yeniliklere kadar tüm ayrıntılara değineceğiz.
En büyük üretim hacmini, benzeri görülmemiş hızı ve profesyonel düzeyde hassasiyeti sunan amiral gemisi kişisel üretim merkezi olan Bambu Lab H2S duyuruldu.
3D yazıcı teknolojisi, son yıllarda hızla gelişen ve birçok sektörde kullanılan bir teknoloji haline geldi. Bu teknoloji, üç boyutlu nesneleri katman katman oluşturarak, dijital tasarımları fiziksel ürünlere dönüştürme yeteneğine sahip. Bu teknoloji, prototip oluşturma, özelleştirilmiş üretim ve hatta evde hobi olarak kullanılabiliyor. Ancak, 3D yazıcıların en heyecan verici yönlerinden biri, onları bir gelir kaynağı olarak kullanma potansiyeli. Evet, doğru duydunuz. 3D yazıcı ile para kazanmak mümkün.
Bambu Lab , bir süredir söylentilerini işittiğimiz en yeni modeli Bambu Lab H2D ’yi nihayet tanıttı. Üstelik sadece söylentiler doğru çıkmakla kalmadı, ama aynı zamanda aklımıza bile gelmeyen yepyeni özellikler de duyuruldu.
Ön sipariş ürünlerimizin teslimat süreçleri ve bize göndereceğiniz ürünlerin paketlemeleri ile ilgili önemli açıklamaları bu yazımızda bulabilirsiniz.
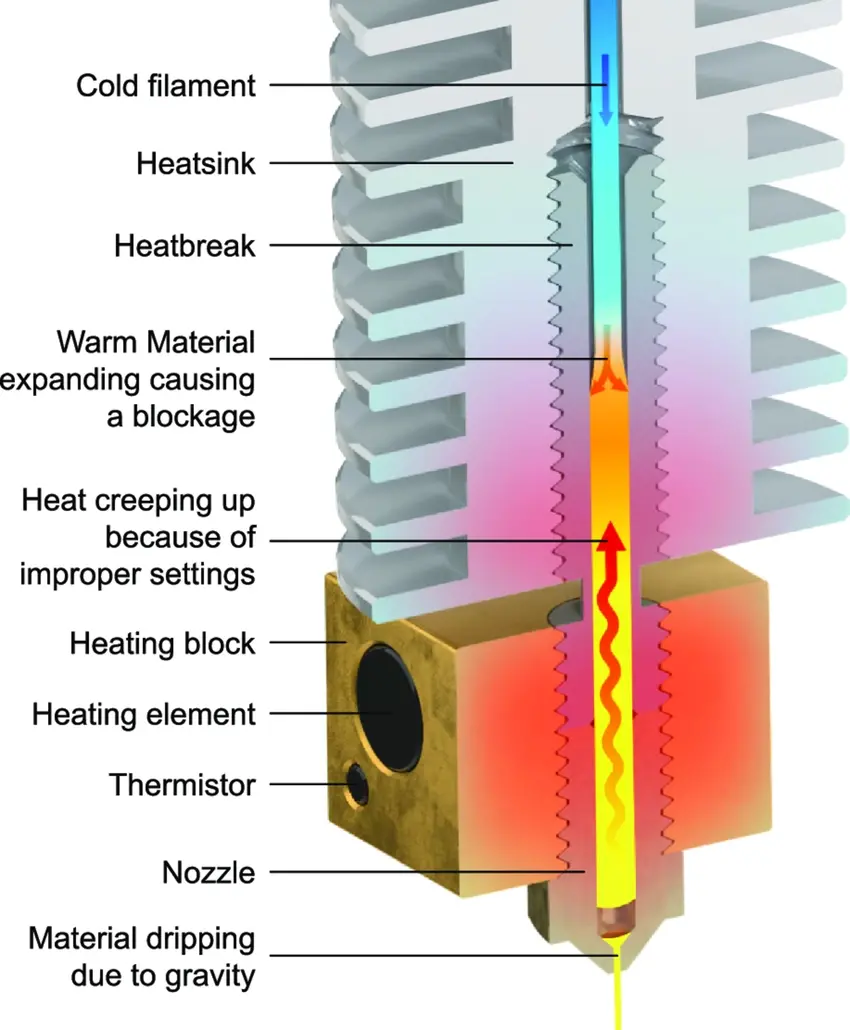
Sevgili MetatechTR ailesi, Havalar ısınmaya başladı ve biliyoruz ki bu mevsimde baskı almayı ayrı seviyorsunuz. Havalar ısındıkça 3D yazıcınızın sorunsuz çalışmaya devam etmesi için bazı önlemler almak önemlidir. Yüksek sıcaklıklar ve nem seviyeleri, baskı kalitesini etkileyebilir, heat creep (filament şişmesi) ve filament tıkanması gibi sorunlara yol açabilir. Bu blog yazımızda, yaz aylarında 3D yazıcınızı korumak için en etkili yöntemleri inceleyeceğiz. Hepinize faydalı olması dileğiyle.
BambuLab A1 Mini'ye Giriş BambuLab A1 Mini, 3D yazıcı dünyasında, özellikle küçük ve hızlı yazıcıları tercih eden kullanıcılar için ideal bir tercihtir. Bu model, kullanışlı boyutları ve etkileyici özellikleriyle öne çıkıyor. Türkiye distribütörü MetaTechTR üzerinden BambuLab A1 Mini'yi buradan satın alabilirsiniz .
Bambu Lab'ın Yeni X1E'si Profesyonellere Yönelik. Bambu lab X1E, Bambu lab X1 carbon combo.