3D yazıcınızın nozzle’ını değiştirmek, yapılabilecek en kolay yükseltmelerden biridir. Bir sonraki 3D yazıcı projeniz için veya koleksiyonunuza eklemek için doğru püskürtme uçlarını ve ayrıca 3D yazıcınızda bir püskürtme ucunu nasıl değiştireceğinizi bulmak için doğru yerdesiniz.
Püskürtme uçları yani nozzle’lar, 3D baskı aşamasında son parçanızdır, yazıcınızda filamente dokunan son fiziksel öğedir; bu nedenle, farklı filament türlerinin sağladığı olanaklardan tam olarak yararlanmak istiyorsanız, bunların nasıl çalıştığını anlamak önemlidir.

Soldan Sağa: Sertleştirilmiş Çelik, Paslanmaz Çelik ve Pirinç
Sınıflandırma
Genel olarak, Nozzle’lar aşağıdaki şekillerde sınıflandırılır:
*Filament çapı: 1,75 mm veya 3,00 mm
*Nozzle çapı: boyutlar arasında 0.25mm, 0.3mm, 0.4mm, 0.5mm, 0.6mm, 0.8mm, 1.0mm
*Malzeme
*Şekil
*Diş çekme- adım, açı
*Mil uzunluğu
E3D
Kaliteli nozzle’lar için endüstri lideri E3D'dir, bu nedenle E3D ürünlerini müşterilerimize bir yükseltme olarak veya nozzle ikamesi olarak tavsiye ediyor ve satıyoruz. Genellikle taklit edilen, nadiren kopyalanan E3D makine atölyesi, güvenilir şekilde çalışan yüksek kaliteli parçalar yaratma konusunda herkesten daha iyi bir iş çıkardığı ortadadır. Bu nedenle, sattığımız nozzle’ların çoğu E3D'dir, ancak daha fazla yazıcının E3D nozzle’ı olmasa da E3D Nozzleların kurulumuna izin veren diş açma ile tasarlandığına dikkat etmek önemlidir.
Olsson Block'un Ultimaker 2+ ürününe yükseltilmesi bunun güzel bir örneğidir; bu cihaz, tek parça olarak nozzle ve ısı bloğu ile benzersiz bir nozzle tasarımına sahipti ve nozzle değişimi, tüm sıcak ucun sökülmesini gerektiriyordu. Olsson Block yükseltmesi ile blok, nozzledan ayrı tutulmuş ve E3D Nozzlelarla uyumlu diş açmaya sahiptir.

E3D Standart Pirinç Nozzle’lar
E3D (nozzle)püskürtme uçları, aşağıdakiler de dahil olmak üzere birçok yazıcının hotend sorunlarıyla uyumludur:
*Original Prusa Printers
*Lulzbot TAZ 6 ve LulzBot Mini
*Ultimaker 2+ veya Olsson Block yükseltmeli Ultimaker 2
*Pulse
*Robo 3D R1 ve R1 Plus
*MakerBot Replicator 2
Nozzle Malzemeleri
(Nozzle)Püskürtme uçları çeşitli metallerden yapılır ve baskı yapmak istediğiniz filament tipine uygun metal türünden yapılmış bir ağızlık seçmelisiniz. Bunun temel nedeni oldukça basittir: Bazı filamentler aşındırıcıdır ve belirli metal türlerini aşındırır.
Püskürtme uçlarını yapmak için kullanılan yaygın metallerin bir listesi:
*(Brass) Pirinç – (Nozzle)Püskürtme uçlarında kullanılan en yaygın metal olan pirinç, PLA, ABS, PETG, Naylon, TPE, TPU, PC ve diğer aşındırıcı olmayan malzemelerin çoğunu yazdırmak için kullanılabilir.
*(Stainless steel) Paslanmaz çelik - FDA onaylı malzemeler veya tıbbi cihazlar için kusursuz bir nozzle ihtiyacınız varsa paslanmaz çelik idealdir.
*(Hardened steel) Sertleştirilmiş çelik - Örneğin NylonX veya ColorFabb BronzeFill gibi aşındırıcı malzemeler yazdırmak istiyorsanız, sertleştirilmiş çelik Nozzlelar istediğiniz şeydir.
*(Specialty materails) Özel malzemeler - Tungsten ve Ruby gibi diğer malzemeler, sürekli aşınmaya dayanabilen daha sert Nozzlelar yapmak için kullanılmıştır. Bunlar, yalnızca aşındırıcı malzemeleri yazdırmak içindir ve genellikle diğer seçeneklerden daha pahalıdır.
Olsson Ruby Nozzle aslında gerçek bir yakut uca sahiptir.

Seçenekler
Nozzlelar birçok farklı şekil ve boyutta gelir, ancak hepsi aynı işlevi görür. En küçük püskürtme uçları (en azından piyasada bulunanlar) 0,15 mm’dir, kalibrasyonu ve kullanımı zor olsa da, çok karmaşık baskılar için iyidir.
Spektrumun diğer ucunda, daha büyük Nozzlelar (yine ticari olarak mevcut olanlardan) 1,2 mm'ye kadar değişir. Bunlar genel olarak daha hızlı, daha büyük baskılara izin verir.
Neden birden fazla boyutta Nozzle var?
Öyleyse neden birden fazla nozzle’a sahip olmak istersiniz? Muhtemelen standart 0,4 mm'lik Nozzlela idare edebilseniz de elinizde fazladan birden fazla olmasını isteyebileceğiniz birkaç neden vardır:
*Bir modeli hızlı bir şekilde yazdırmak istiyorsunuz, daha büyük bir nozzle kullanmalısınız.
*Mevcut nozzle’ınız tıkanır ve onu değiştirmeniz gerekir.
*İnce ayrıntılar istiyorsanız, daha küçük bir nozzle kullanmalısınız.
E3D Nozzle Eğlence Paketi- çeşitli farklı boyutlarda Nozzleları toplayın.

Bir Nozzle nasıl değiştirilir?
*Nozzle baskı sıcaklığınızı en az 200 ° C'ye ısıtın. Yazıcıdan yazıcıya durumdan duruma değişkenlik gösterebilir. Nozzle değiştirmeden önce nozzle ınızı ısıtma iseniz, kırılmış bir nozzlela karşı karşıya gelebilirsiniz.
*Nozzle’ı döndürmek için bir lokma anahtar kullanırken, ısı bloğunu sabitlemek için ayarlanabilir bir anahtar veya kanal kilitleri gibi bir alet kullanmalısınız. (E3D Nozzlelar referans için 7 mm'dir). Nozzle’ı çıkardığınızda halen sıcak olacağınızdan dokunamayacağız bir mesafede bir yere bırakın aksi halde elinizi istemeden yakabilirsiniz.
*Yeni Nozzle takarken sıcak ucun hala sıcak olduğundan emin olun.
Bu basit adımları izlediğinizde, 3D yazıcınızın başlığını değiştirmek hızlı ve kolay olacaktır.
Daha önce hiç nozzle değiştirmediyseniz, neden bunu isteyeceğinizi merak ediyor olabilirsiniz. Bunun birkaç nedeni var. Çoğu Nozzle pirinçtir ve 0,4 mm çapa sahiptir, Nozzlelar çok çeşitli malzeme ve boyutlarda üretilir. Pirinç Nozzlelar standarttır ve ısınma ve ısıyı tutma sıcaklığında harikadır, ancak paslanmaz çelik ve sertleştirilmiş çelik, bakır dolgulu veya karbon elyaflı NylonX gibi aşındırıcı malzemelerde pirinç kadar çabuk aşınmaz. Yüksek ayrıntılara sahip modeller için 0,25 mm'lik nozzlelar ve hatta inanılmaz derecede güçlü yapısal parçalar için 1,2 mm'ye kadar büyük Nozzlelar vardır. Ek olarak, tıkalı bir püskürtme ucu (nozzle) çıkararak, temiz bir püskürtme ucu (nozzle) takarak, bir baskı işlemi başlatarak ve ardından tıkalı olanla ilgilenme konusunda endişelenerek kesinti süresini en aza indirebilmek gerçekten güzel. Her Nozzleun bir amacı ve özelliği vardır, ancak önce onları nasıl değiştireceğinizi bilmeniz gerekir, o halde hadi başlayalım.
1. Adım: Araçları toplayın
3D yazıcınıza bağlı olarak, bu biraz değişebilir, ancak çoğu durumda ihtiyacınız olan iki şey, ısıtıcı bloğunu kavramak için bir dizi kanal kilidi veya bir hilal anahtarı ve Nozzleu tutmak için bir kurbağacık anahtardır. E3D (nozzle)püskürtme uçları, Prusa Printer (nozzle)püskürtme uçları, Ultimaker 2+ püskürtme uçları ve M6 diş açma kullanan diğer pek çok püskürtme ucu (nozzle), bunları kavramak için 7 mm'lik bir anahtar kullanabilir, ancak tüm püskürtme uçları aynı değildir.
Adım 2: Sıcak ucu ısıtın!
Isıtıcı bloğu, nozzle ısındığında, metal, dişlerin gevşemesini biraz daha kolaylaştıracak kadar genişler. Soğuk olduklarında, Nozzleu çıkarırken ısıtıcı bloğunun veya nozzleın dişini koparabileceğiniz noktaya kadar birbirlerine sıkıca büzülürler. Bunun birçok kez olduğunu gördük ve bunu 3D yazdırmaya ilk başladığımda kendim bile yaptım. Bu noktada, yazıcıdaki filamentleri de çıkarın.
Adım 3: Nozzle’ı çıkarın.
Nozzle sıcakken, ısıtıcı bloğunu kavramak için kurbağacık anahtarı kullanın. Sıkıca kavramanıza gerek yoktur, sadece başlığı çıkarırken dönmesini engellemeye yetecek kadar tutmanız yeterlidir. Diğer elinizle, küçük anahtarla Nozzleu kavrayın ve saat yönünde çevirmeye başlayın (sıcak uca yukarıdan bakıyorsanız). Gerginliği bir kez kırdığınızda, kolayca ortaya çıkacaktır, sadece dışarı çıkana kadar gevşetmeye devam edin.
Adım 4: Yeni Nozzleu takın.
Yeni nozzle sıcak olmadığından, dişleri genişlemediği için döndürmek biraz daha zor olacaktır, ancak soğuk olduğu için çoğunlukla elle başlayıp ardından bir aletle bitirebilirsiniz. Bu noktada da nozzleı fazla sıkmadığınızdan ve dişleri yırtmadığınızdan ekstra emin olmalsınız. Anders Olsson tarafından tasarlanan bu Nozzle tork anahtarını yazdırabilirsiniz ve yeterince sıkıldığında, anahtar tıklayacak ve onu daha fazla çevirmenizi engelleyecektir. Püskürtme uçlarını (nozzle) değiştirme deneyiminiz varsa, doğru şekilde oturtulduğunda hissetmek oldukça kolaydır, aksi takdirde bu araç çok kullanışlıdır.
5. Adım: Yazdırmaya başlayın!
Bir başlığı değiştirmek gerçekten bu kadar kolay. Şimdi gidip yapabileceğiniz en büyük Nozzleu takın ve çok kısa sürede büyük bir şey yazdırın.
Original Prusa Mini De Bir Nozzle nasıl değiştirilir?
Hazırlık Aşaması
*Isıtıcı bloğunu sabitlemek için 16 mm'lik bir anahtar veya ayarlanabilir bir anahtar, ayrıca nozzleı sökmek için bir çift pense veya 7 mm'lik bir soket tutun.
*Kullanılmış sıcak nozzleı üzerine yerleştirmek için yanıcı olmayan bir yüzey elde edin (yani plaka veya alüminyum folyo).
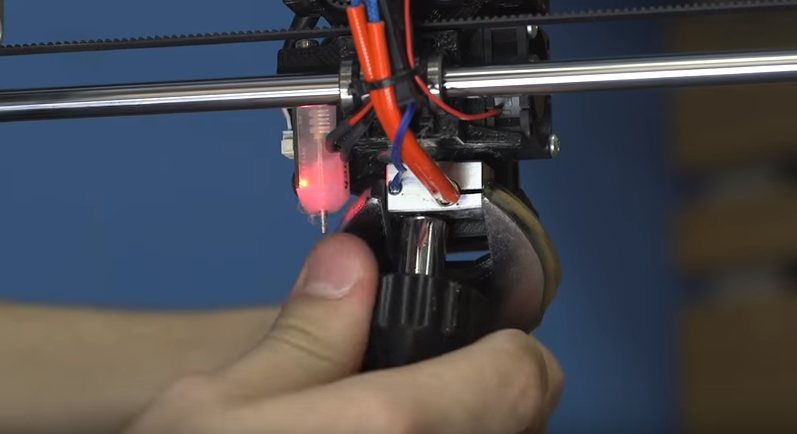
*Filamenti çıkartın. İsteğe bağlı olarak, bir soğuk çekme yapın.
Prosedür
*Nozzleı önceden 280 ° C'ye ısıtın (LCD Menüsü -> Ayarlar -> Sıcaklık -> Nozzle), (LCD Menu -> Settings -> Temperature -> Nozzle). Bu işlem için nozzleın ısıtılması şarttır!
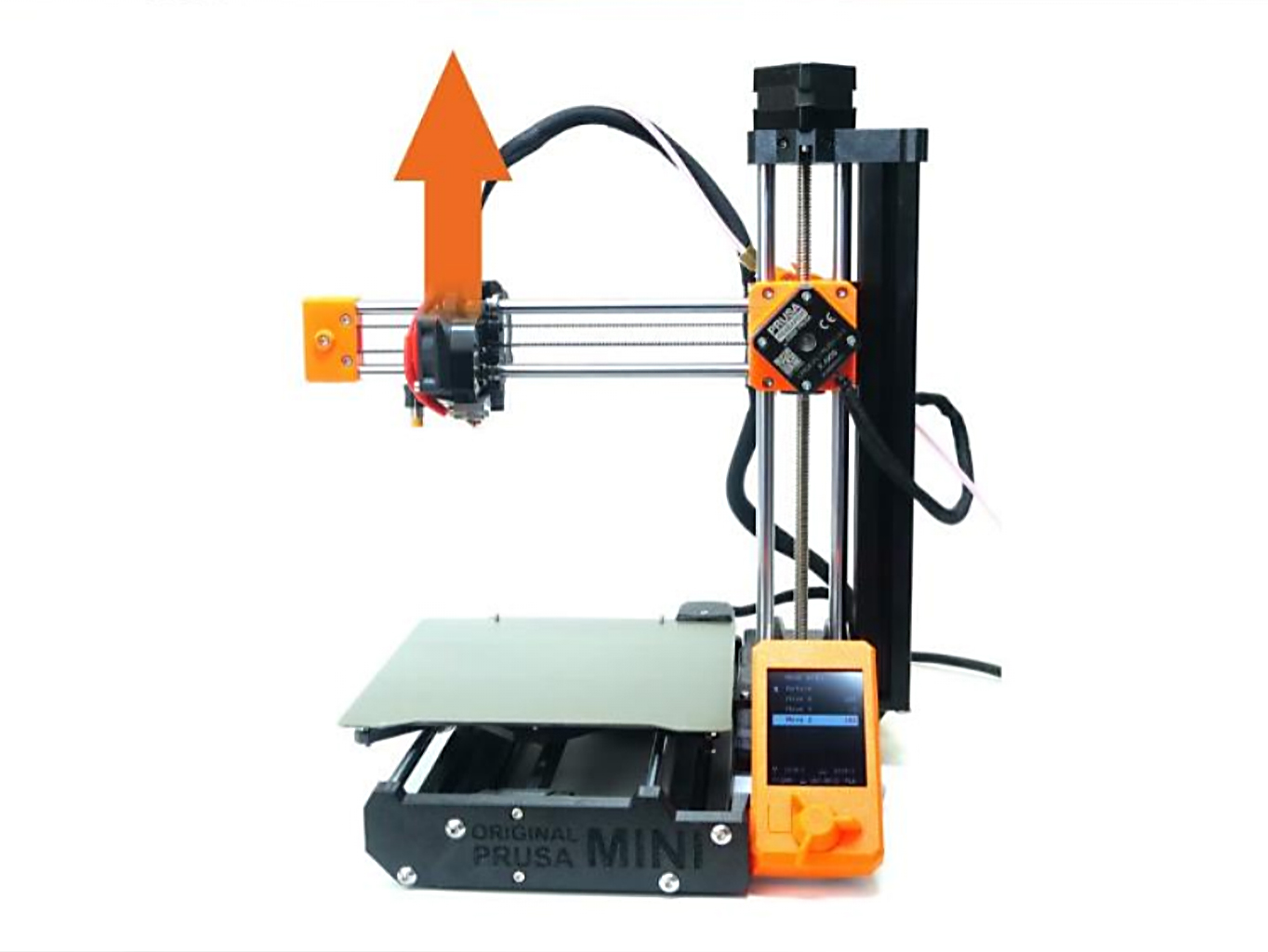
*Ekstrüder eksenini olabildiğince yükseğe hareket ettirerek nozzlea daha iyi erişim sağlayın (LCD Menüsü -> Ayarlar -> Ekseni Taşı -> Z'yi Taşı), (LCD Menu -> Settings -> Move Axis -> Move Z).

*Isıtıcı bloğu 16 mm'lik bir anahtarla (veya ayarlanabilir bir anahtarla) tutun.
*Nozzleı sökmek için pense veya tercihen 7 mm'lik bir soket kullanın. Dikkatli olun, nozzle hala sıcak!
*Çıkarılan sıcak nozzleı yanıcı olmayan yüzeyinize yerleştirin ve yanlışlıkla dokunmamak veya üzerine yaslanmamak için çıkarın.
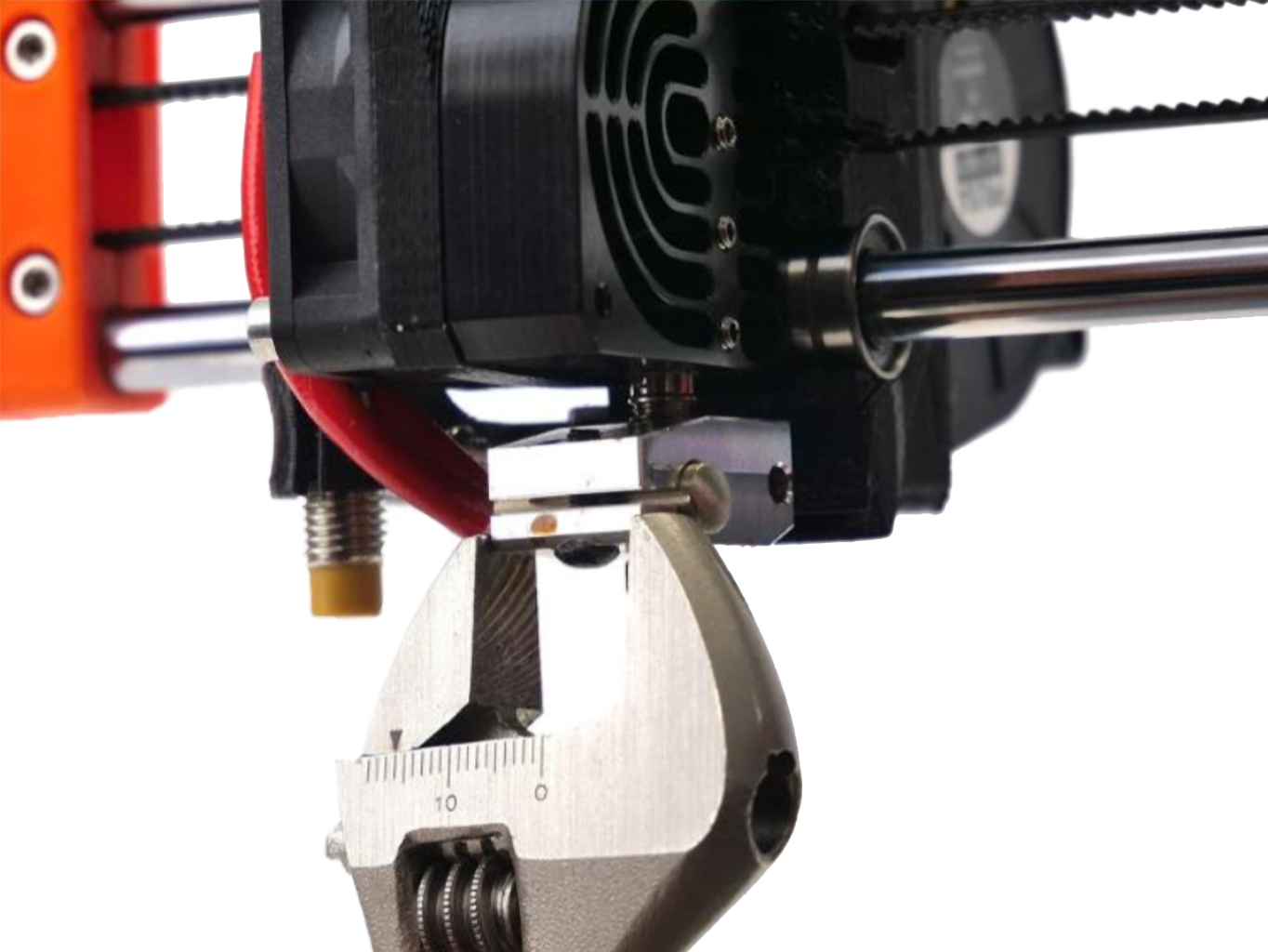

*Nozzleı gevşetmek için sola çevirin (turuncu ok). Sıkmak için sağa döndürün (yeşil ok).
*Baskı kafası hala ısınırken ve ısıtıcı bloğunu anahtarla yerinde tutarken, yeni nozzleı takın ve nazikçe ancak sağlam bir şekilde sıkın. Aşırı güç uygulamayın!
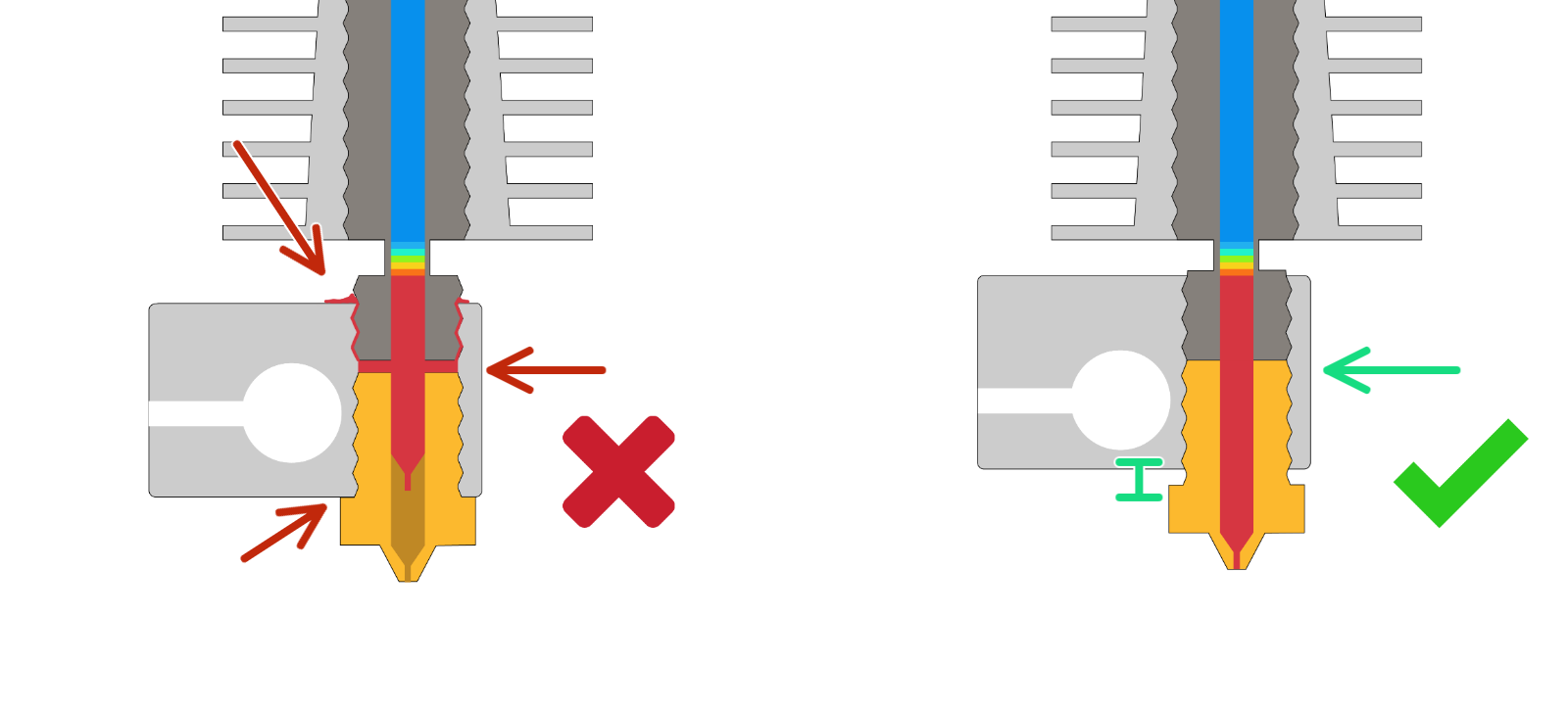
*Nozzleı artık vidalayamadığınız anda, nozzle ile ısıtıcı bloğu (mavi işaret) arasında hafif bir boşluk olup olmadığını kontrol edin. Daha fazla ayrıntı aşağıda açıklanmıştır.
Bir filament yerleştirin ve yazdırmaya hazırsınız

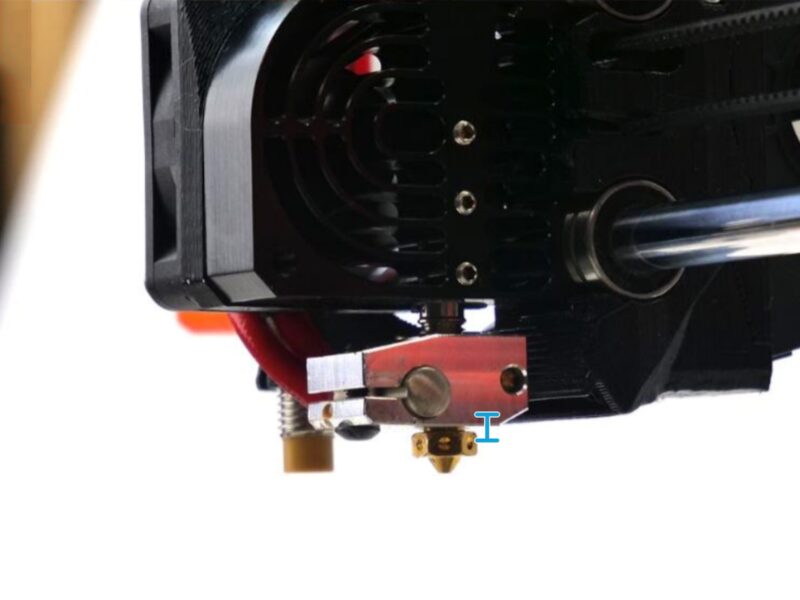
Not: Nozzle ile ısıtıcı bloğu (mavi işaretçi) arasındaki boşluk, nozzleın ısıtıcı bloğunun içindeki ısı kırılmasına karşı 'kilitlendiğinden' ve bir sızdırmazlık oluşturduğundan emin olmak için önemlidir. Dışarıda görünür bir boşluk yoksa, nozzleın ısıtıcı bloğunun dış yüzeyine ulaşmadan önce ısı kırılma noktasına ulaşmadığını ve içinde sızıntılara ve tıkanmalara yol açabilecek bir boşluk olduğunu gösterebilir.
Aksine, dış boşluk çok büyükse (birkaç milimetre), sıcak ucun termal özelliklerini değiştirebilir ve yazıcı ayarlanan sıcaklığa ulaşıp bunu tutmakta zorlanır.
Prosedür
*2,5 mm Alyen anahtarı, pense veya 7 mm soket, 17 mm anahtar (M10) ve kullanılmış nozzle için yanmaz yüzey (örn. Küçük plaka veya alüminyum folyo) hazırlayın.
*Ekstrüderi (Z ekseni) mümkün olduğunca yükseğe hareket ettirerek nozzlea daha iyi erişim sağlayın: LCD Menu - Settings - Move Axis - Move Z gidin. Yüksekliği ayarlamak için Düğmeyi döndürün.

*Baskı fanındaki iki vidayı ve fan örtüsünü sabitleyen tek vidayı sökün. Her iki parçayı da çıkarın (aşağıdaki resim).
*Nozzleı LCD Menu - Settings - Temperature – Nozzle 285 ° C'ye önceden ısıtın. Bu işlem için nozzleın ısıtılması önemlidir.
DİKKAT: Isınan parçalar ciddi yanıklara neden olabilir!
*Filamenti LCD Menu - Unload filament. İsteğe bağlı olarak, bir Soğuk çekme (MK3S / MK2.5S) gerçekleştirin.
*Isıtıcı bloğunu 17 mm anahtar (M10) veya ayarlanabilir anahtarla tutun.
*Kırılgan sıcak uçlu ısıtıcı ve termistör tellerinin etrafında daha dikkatli olun. Anahtarınızla bunları kesebilir veya ısıtıcıda kısa devre yapabilirsiniz!
*Verilen pense kullanarak nozzleı sökün. Çevrimiçi mağazamızdaki E3D nozzlerı kullanıyorsanız, 7 mm İngiliz anahtarı (M4) veya 7 mm soket kullanın. Dikkatli olun, nozzle hala sıcak! Yanmaz yüzeyinize yolun dışına yerleştirin.
Ayarlanan sıcaklığın (285 ° C) değişmediğinden emin olun. Isıtıcı bloğunu anahtarınızla tutarak yeni nozzleı dikkatlice vidalayın ve iyice sıkın.
Servis ve montaj ekibimiz 1 - 5 N · m'lik bir tork anahtarı kullanır ve nozulu 2,5 N · m (Newton Metre) kuvvetle sıkın.
Son denetim
Nozzle ile ısıtıcı bloğu arasında her zaman bir boşluk (~ 0,5 mm) olmalıdır (soldaki resim). Nozle, ısıtıcı bloğunda sıkılmalı / sabitlenmeli, ısınırken ısı kırılmasına karşı kilitlenmelidir (sağdaki resim). Aksi takdirde sızıntılara neden olur (ortadaki resim).
Nozzleı değiştirdikten sonra İlk Katman Kalibrasyonunu yeniden yapmak da gerekli olabilir.
Original Prusa, Hata mesajı Preheat the nozzle! yeni filament yüklerken ve nozzle bunu yapmak için gereken sıcaklığa ulaşmadığında oluşur.
Yeni bir filament yüklemek için minimum sıcaklık 190 ° C'dir. Ancak, yüklemek istediğiniz malzemenin önerilen gerçek yazdırma sıcaklığını seçmeniz önerilir.
Sorun giderme
Nozzleı önceden ısıtıldığından emin olun. Mevcut sıcaklığın göstergesi ana LCD ekranda görülebilir.
Nozzleı LCD Menu - Preheat - select material ile önceden ısıtabilir veya LCD Menu - Settings - Temperatures aracılığıyla manuel olarak yapabilirsiniz.
Gerekli sıcaklığa ulaşılıncaya kadar bekleyin, ardından yeni filamenti ekstrüder açıklığının içine koyabilirsiniz.
Bundan sonra, filamenti LCD Menu - Load filament. aracılığıyla yükleyebilirsiniz.
Herhangi bir yorumunuz veya sorunuz varsa, sorularınıza cevap verebilecek whatsapp hattımız var, aksi takdirde aşağıya bir yorum bırakmaktan çekinmeyin.
Bunun tüm projeleriniz için doğru Nozzle bulmanıza yardımcı olacağını umuyoruz.
Bambu Lab H2C 3D yazıcı hangi yeniliklerle gelecek? Kullanıcılar mevcut cihazlarını yükseltebilecek mi? Bu blog yazısında Bambu Lab’ın karar sürecinden teknik çözümlerine ve H2C’nin getirdiği yeniliklere kadar tüm ayrıntılara değineceğiz.
En büyük üretim hacmini, benzeri görülmemiş hızı ve profesyonel düzeyde hassasiyeti sunan amiral gemisi kişisel üretim merkezi olan Bambu Lab H2S duyuruldu.
3D yazıcı teknolojisi, son yıllarda hızla gelişen ve birçok sektörde kullanılan bir teknoloji haline geldi. Bu teknoloji, üç boyutlu nesneleri katman katman oluşturarak, dijital tasarımları fiziksel ürünlere dönüştürme yeteneğine sahip. Bu teknoloji, prototip oluşturma, özelleştirilmiş üretim ve hatta evde hobi olarak kullanılabiliyor. Ancak, 3D yazıcıların en heyecan verici yönlerinden biri, onları bir gelir kaynağı olarak kullanma potansiyeli. Evet, doğru duydunuz. 3D yazıcı ile para kazanmak mümkün.
Bambu Lab , bir süredir söylentilerini işittiğimiz en yeni modeli Bambu Lab H2D ’yi nihayet tanıttı. Üstelik sadece söylentiler doğru çıkmakla kalmadı, ama aynı zamanda aklımıza bile gelmeyen yepyeni özellikler de duyuruldu.
Ön sipariş ürünlerimizin teslimat süreçleri ve bize göndereceğiniz ürünlerin paketlemeleri ile ilgili önemli açıklamaları bu yazımızda bulabilirsiniz.
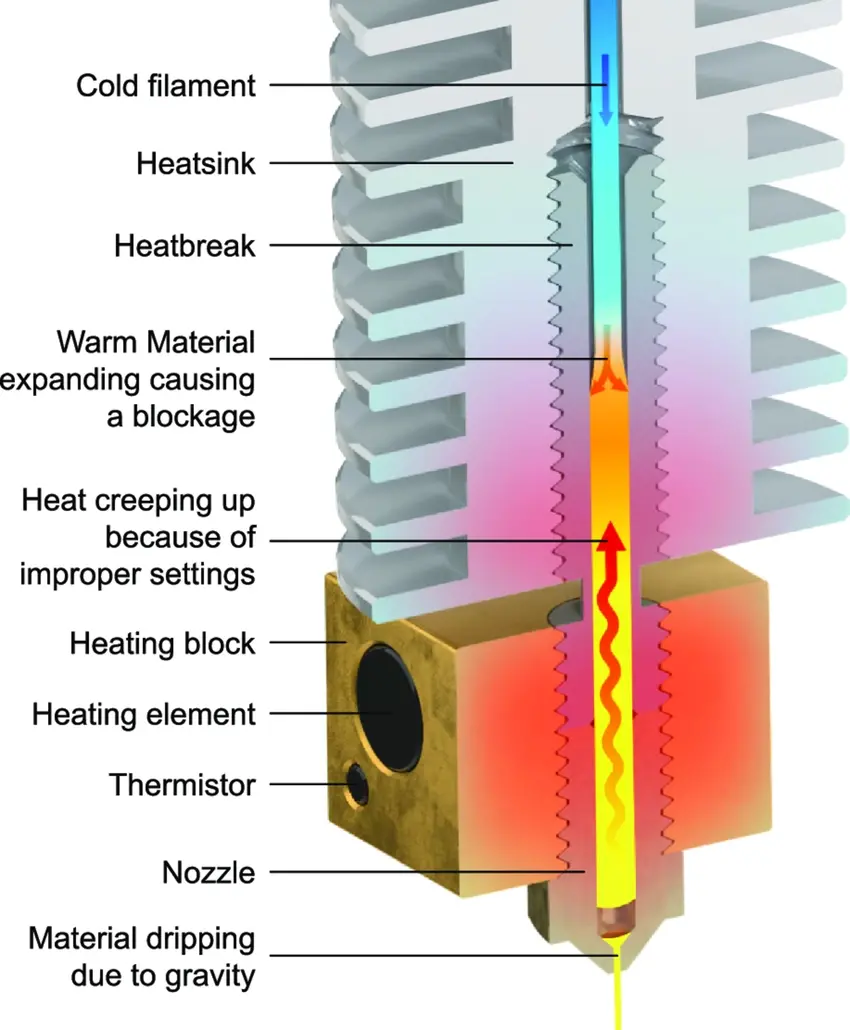
Sevgili MetatechTR ailesi, Havalar ısınmaya başladı ve biliyoruz ki bu mevsimde baskı almayı ayrı seviyorsunuz. Havalar ısındıkça 3D yazıcınızın sorunsuz çalışmaya devam etmesi için bazı önlemler almak önemlidir. Yüksek sıcaklıklar ve nem seviyeleri, baskı kalitesini etkileyebilir, heat creep (filament şişmesi) ve filament tıkanması gibi sorunlara yol açabilir. Bu blog yazımızda, yaz aylarında 3D yazıcınızı korumak için en etkili yöntemleri inceleyeceğiz. Hepinize faydalı olması dileğiyle.
BambuLab A1 Mini'ye Giriş BambuLab A1 Mini, 3D yazıcı dünyasında, özellikle küçük ve hızlı yazıcıları tercih eden kullanıcılar için ideal bir tercihtir. Bu model, kullanışlı boyutları ve etkileyici özellikleriyle öne çıkıyor. Türkiye distribütörü MetaTechTR üzerinden BambuLab A1 Mini'yi buradan satın alabilirsiniz .
Bambu Lab'ın Yeni X1E'si Profesyonellere Yönelik. Bambu lab X1E, Bambu lab X1 carbon combo.