Bu, yalnızca deneyimli kullanıcılar için önerilen gelişmiş bir kalibrasyondur.
Ekstrüzyon Çarpanı, ekstrüzyon akış hızının ince ayarına izin verir basitçe nozzle’dan ne kadar filament çıktığı şeklinde tanımlanır. Başka bir deyişle, PrusaSlicer'daki Ekstrüzyon Çarpanı ayarı ve yazıcı ürün yazılımındaki Akış hızı ayarı aynı şeyi ayarlamanın iki yoludur, ancak bu iki ayardan birini ayarlamak diğerinin değerini etkilemeyecektir.
Bu prosedür fabrikadan gelen yeni bir yazıcı için gerekli değildir, bunun yerine belirli uygulamalar ve filamentler için geçerlidir. Her tür malzeme ve her renk için ideal değer farklıdır. Makaradan makaraya bile farklılık gösterebilir. Filamentin türünü ve markasını sık sık değiştiriyorsanız veya ucuz isimsiz markalar kullanıyorsanız bunu aklınızda bulundurun.
Toplam akış hızı = Bellenimdeki akış çarpanı (M221) x PrusaSlicer'da ekstrüzyon çarpanı. Daha derine dalmak isteyenler için PrusaSlicer, Slic3r ile aynı Akış matematiğini kullanır.
Bir sorun nasıl belirlenir
Bu kalibrasyon, iki yaygın sorunu çözmek için kullanılır:
Aşırı ekstrüzyon; Çok fazla malzeme ekstrüde edilir (akış çok yüksek). Alt tabakalarda iz kalmasına ve üst tabakalarda gereksiz malzeme birikimine neden olur.
Küçük Ekstrüzyon altında; Yeterli malzeme ekstrüde edilmiyor (akış çok düşük). Katman çizgileri veya çevreler arasında görünen küçük boşluklara neden olur.
Aşırı ekstrüzyon, birçok filament markasında yaygın bir sorundur. Modelin iki parçasını yapıştırmaya çalışırken özellikle sorunludur. Üst katman fazla ekstrüde edilmişse, iki parça arasında kesintisiz bir bağlantıyı önleyecek düz olmayan bir yüzey elde edersiniz.
Extrusion multiplier calibration/under-ok-over.jpg)
Kalibrasyon nasıl yapılır
PrusaSlicer'da, Filament Settings'e gidin ve Extrusion Multiplier'ı arayın. Varsayılan ayar (PLA için) 1'dir, bu değer bir yüzdeyi temsil eder, 1 =% 100, 0,95 =% 95 vb. Genellikle, ayarlanan değerler 0,9 ile 1,1 arasında olabilir. Ayarlamak için değeri yeniden yazmanız yeterlidir.
Extrusion multiplier calibration/image-2019-1-15-12-55-6.png)
Yazıcı menüsünde, bir yazdırma sırasında İnce Ayar menüsüne gidin ve ardından Akış'ı seçin. Yine, normal değerler 90 ile 110 arasında değişebilir, ancak bu, bunun üstüne veya altına gidemeyeceğiniz anlamına gelmez.
Bu kalibrasyon Prusament ile gerekli değildir. Prusament'i kullanırken daha iyi sonuçlar için bunu ayarlamanız gerekiyorsa, muhtemelen başka bir temel sorun vardır.
Hangi yöntemi kullanmalıyım?
Ekstrüzyon Çarpanını kalibre etmek için kullanabileceğiniz iki yöntem vardır ve her ikisini de bu makalede ele alacağız:
Hassas Yöntem; kaliperler gibi hassas aletler kullanarak.
Görsel Yöntem; Modellerinizin görsel özelliklerini gözlemlemeye dayalı kolay bir yöntem.
Yöntemin seçimi tamamen tercihlerinize bağlıdır; sonuçta her ikisi de benzer sonuçlar verir. Görsel yöntem bile pürüzsüz ve düz üst katmanlara sahip mükemmel uyan parçalara sahip olmanızı sağlayacaktır.
Kesin Yöntem
Lütfen aşağıdaki kılavuzun 0,1 mm - 0,2 mm katman yüksekliğine sahip varsayılan PrusaSlicer 0,4 nozzle profillerini temel aldığını unutmayın. Bu şu demek:
- Nozzle boyutu = 0.4
- Ekstrüzyon genişliği = 0.45
- Temel malzemeler (PLA, ABS, PETG) Ekstrüzyon Çarpanı = 1
Yazıcıyı daha büyük / daha küçük bir nozzle veya 0,2'nin üzerindeki katman yükseklikleri ile kalibre etmek isterseniz, bu değerleri de ayarlamanız gerekecektir.
1.Precision Method Cube STL'yi indirin.
2.Vazo Modunu ve en sık kullandığınız katman yüksekliğini kullanarak dilimleyin ve yazdırın. Vazo modunu bulabilirsiniz (Baskı Ayarları → Katmanlar ve çevreler → Spiral vazo).
3.Her duvarın ortasında üç veya daha fazla ölçüm yapın ve genel ortalama kalınlığı hesaplayın.
4.Aşağıdaki formülü kullanarak ekstrüzyon çarpanını hesaplayın: Ekstrüzyon çarpanı = (Ekstrüzyon genişliği (0,45) / Ölçülen ortalama duvar kalınlığı).
5.Filament Ayarlarında Ekstrüzyon Çarpanını Ayarlayın → Filament
6.Küpü yeni ayarlarla yeniden yazdırın ve gerekirse 3. adıma geri dönün.
Extrusion multiplier calibration/micrometer-small-jpg.jpg)
Ucuz dijital kumpasların, tek bir çevre duvarında güvenilir ölçümler yapmak için yeterince doğru olmayabileceğini lütfen unutmayın.
Görsel Yöntem
Bu yöntem herhangi bir alet gerektirmez, sadece sizin görüşünüzdür. Buradaki önemli nokta, üst katmanlarınızın pürüzsüz, parlak olmasını ve çevrenin yakınında yara izi veya filament birikmesi olmamasını sağlamaktır.
Extrusion multiplier calibration/destiky6.jpg)
1.Visual Method Cube.stl dosyasını indirin
2.Varsayılan Prusa PLA ön ayarlarını 0,20 mm katman yüksekliğinde kullanarak dilimleyin ve yazdırın.
3.Küpünüzün üst katmanını görsel olarak ve parmağınızın ucuyla inceleyin.
4.Üst kısım ekstrüzyonun altındaysa veya pürüzsüz değilse, Ekstrüzyon Çarpanını uygun şekilde %1-2 oranında yeniden ayarlayın.
5.Yukarıdaki adımları gerektiği kadar tekrarlayın.
Çevre yakınında çok fazla malzeme varsa, Ekstrüzyon Çarpanı değerini azaltın.
Extrusion multiplier calibration/buildu.jpg)
Katman çizgileri arasında görünür boşluklar varsa, Ekstrüzyon Çarpanı değerini artırın. (Çevrelere yakın mikroskobik boşluklar tamamdır.)
Extrusion multiplier calibration/gaps.jpg)
Bambu Lab H2C 3D yazıcı hangi yeniliklerle gelecek? Kullanıcılar mevcut cihazlarını yükseltebilecek mi? Bu blog yazısında Bambu Lab’ın karar sürecinden teknik çözümlerine ve H2C’nin getirdiği yeniliklere kadar tüm ayrıntılara değineceğiz.
En büyük üretim hacmini, benzeri görülmemiş hızı ve profesyonel düzeyde hassasiyeti sunan amiral gemisi kişisel üretim merkezi olan Bambu Lab H2S duyuruldu.
3D yazıcı teknolojisi, son yıllarda hızla gelişen ve birçok sektörde kullanılan bir teknoloji haline geldi. Bu teknoloji, üç boyutlu nesneleri katman katman oluşturarak, dijital tasarımları fiziksel ürünlere dönüştürme yeteneğine sahip. Bu teknoloji, prototip oluşturma, özelleştirilmiş üretim ve hatta evde hobi olarak kullanılabiliyor. Ancak, 3D yazıcıların en heyecan verici yönlerinden biri, onları bir gelir kaynağı olarak kullanma potansiyeli. Evet, doğru duydunuz. 3D yazıcı ile para kazanmak mümkün.
Bambu Lab , bir süredir söylentilerini işittiğimiz en yeni modeli Bambu Lab H2D ’yi nihayet tanıttı. Üstelik sadece söylentiler doğru çıkmakla kalmadı, ama aynı zamanda aklımıza bile gelmeyen yepyeni özellikler de duyuruldu.
Ön sipariş ürünlerimizin teslimat süreçleri ve bize göndereceğiniz ürünlerin paketlemeleri ile ilgili önemli açıklamaları bu yazımızda bulabilirsiniz.
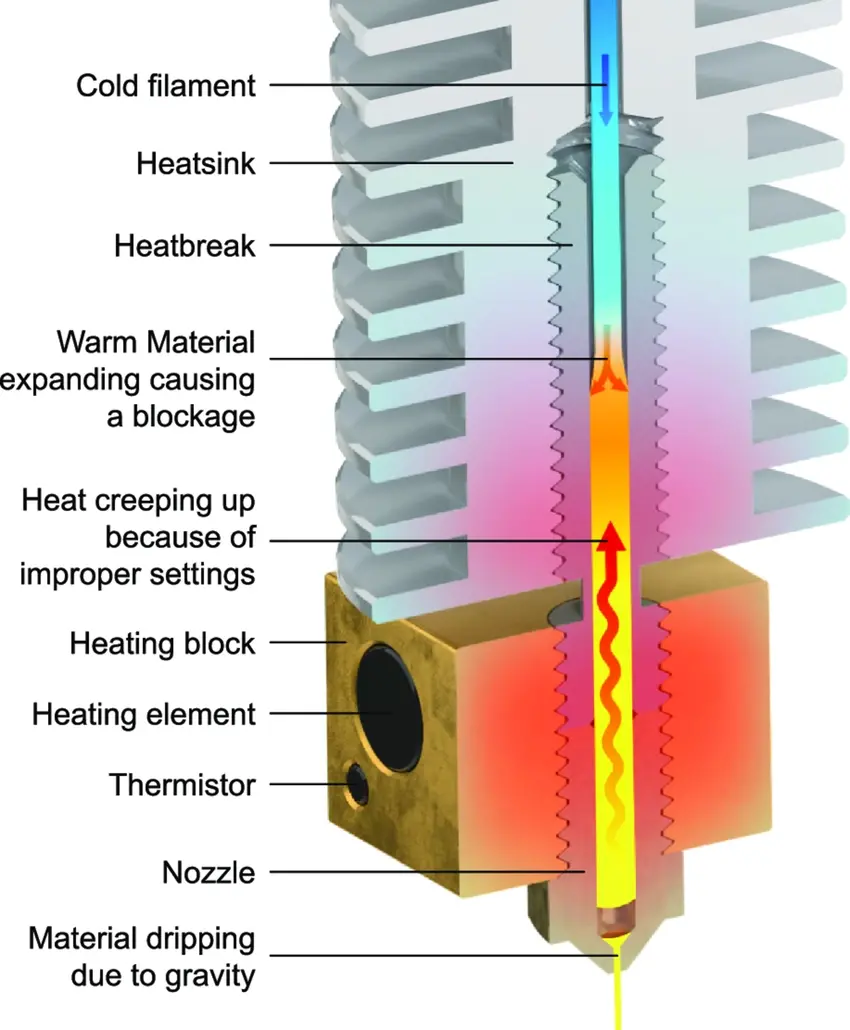
Sevgili MetatechTR ailesi, Havalar ısınmaya başladı ve biliyoruz ki bu mevsimde baskı almayı ayrı seviyorsunuz. Havalar ısındıkça 3D yazıcınızın sorunsuz çalışmaya devam etmesi için bazı önlemler almak önemlidir. Yüksek sıcaklıklar ve nem seviyeleri, baskı kalitesini etkileyebilir, heat creep (filament şişmesi) ve filament tıkanması gibi sorunlara yol açabilir. Bu blog yazımızda, yaz aylarında 3D yazıcınızı korumak için en etkili yöntemleri inceleyeceğiz. Hepinize faydalı olması dileğiyle.
BambuLab A1 Mini'ye Giriş BambuLab A1 Mini, 3D yazıcı dünyasında, özellikle küçük ve hızlı yazıcıları tercih eden kullanıcılar için ideal bir tercihtir. Bu model, kullanışlı boyutları ve etkileyici özellikleriyle öne çıkıyor. Türkiye distribütörü MetaTechTR üzerinden BambuLab A1 Mini'yi buradan satın alabilirsiniz .
Bambu Lab'ın Yeni X1E'si Profesyonellere Yönelik. Bambu lab X1E, Bambu lab X1 carbon combo.