Linear Advance (LA), daha yüksek hızlarda baskı yaparken ekstrüderdeki basınç oluşumunu tahmin eden bir teknolojidir. Yazıcının ürün yazılımı, bu tahmini kullanarak durmadan ve yavaşlamadan hemen önce ekstrüde edilen filament miktarını azaltır, bu da keskin köşelerde lekeler veya kusurları önler. 'K değerleri' olarak adlandırılan, Doğrusal İlerlemenin baskıyı ne kadar etkilediğini belirleyen parametredir.
Yatak Seviyesi Düzeltme, Mesh Yatak Seviyelendirme ile, kullanıcıların ilk katmandaki en ufak kusurları bile telafi etmelerine olanak tanıyan önemli bir özelliktir. Sol, Sağ, Ön ve Arka taraflardaki ısı yatağını sanal olarak yükseltmenize veya alçaltmanıza olanak tanıyarak, temel olarak ısı yatağının dört tarafının her birinde farklı bir Canlı Ayar Z değerine sahip olmanızı sağlar. Bu özellik, en çok ısı yatağının tüm alanını sık sık kullanmanız gerekiyorsa yararlıdır.
Ekstrüzyon Çarpanı, ekstrüzyon akış hızının ince ayarına izin verir basitçe nozzle’dan ne kadar filament çıktığı şeklinde tanımlanır. Başka bir deyişle, PrusaSlicer'daki Ekstrüzyon Çarpanı ayarı ve yazıcı ürün yazılımındaki Akış hızı ayarı aynı şeyi ayarlamanın iki yoludur, ancak bu iki ayardan birini ayarlamak diğerinin değerini etkilemeyecektir.
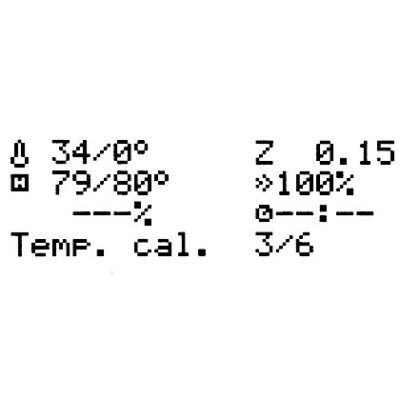
Tüm indüksiyon yakınlık probları, artan sıcaklıkla algılama mesafesini değiştirir. Bu, ilk yazdırılan katmanın kalitesini etkileyebilir. P.I.N.D.A. MK3S / MK3 / MK2.5S / MK2.5'te bulunan v2 probu, sıcaklığı ölçmek ve kaymayı tamamen telafi etmek için gövdesinin içinde gömülü bir termistöre sahiptir. Yazıcıda önceden kalibre edilmiş bir veri tablosu saklanır ve sıcaklık kalibrasyonu varsayılan olarak etkindir.
Donanım yazılımı 3.0.12 sürümünden başlayarak, XYZ kalibrasyon sonuçları hakkında daha ayrıntılı bilgi edinilebilir. Bu özellik, LCD Menü - Destek-XYZcal. Ayrıntılarında bulunabilir.
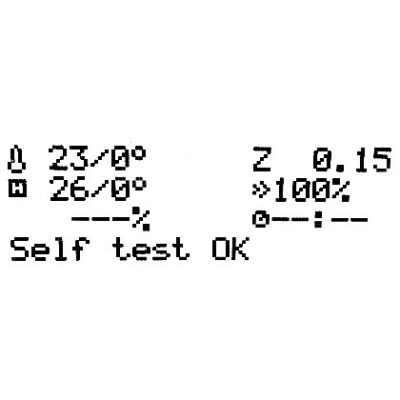
Selftest, yazıcının montajı, kabloları ve elektronik bileşenlerindeki sorunları kontrol eder. Yazıcıyı ilk kez açtığınızda veya Fabrika ayarlarına sıfırladıktan sonra otomatik olarak sorulan Kalibrasyon Sihirbazının ilk bölümüdür. İlk kalibrasyondan sonra, Selftest LCD Menüsü -> Kalibrasyon -> Selftest'te bulunabilir.
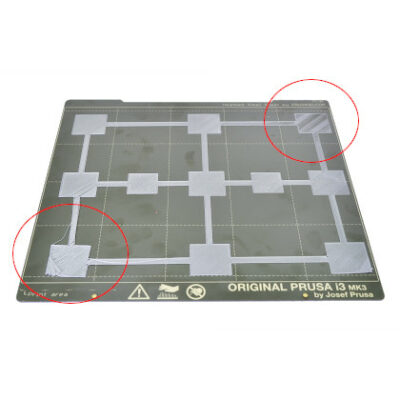
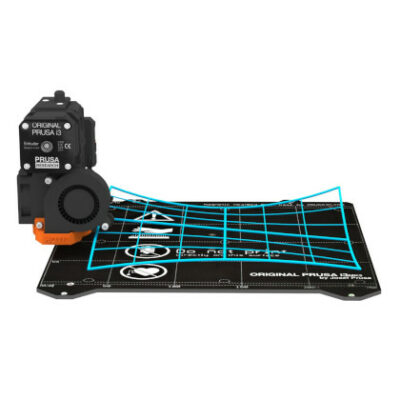
P.I.N.D.A. sensoru, bir ızgara deseninde, baskı tablasına yayılmış (toz boya kaplı veya düz PEI levha olması fark etmez) bir dizi noktadan geçecek ve levhaya olan mesafeyi ölçecektir. Bu noktalar enterpolasyonludur ve yatağın sanal bir ağını oluşturmak için kullanılır. Baskı sırasında, yatak hafifçe eğilmişse, sensor yine de ölçülen ağına göre yüzeyi tam olarak takip edecektir. Bu prosedür her baskıdan önce gerçekleştirilir. Ayrıca, XYZ kalibrasyonunun ikinci turunda gerçekleşen prosedürle aynıdır.
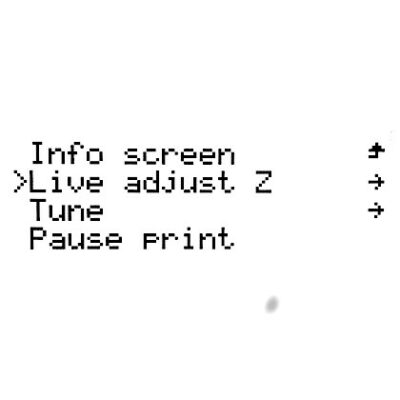
Her FFF (FDM) yazıcı, nozzle ile baskı yüzeyi arasındaki dikey "Z" mesafesini ayarlayan bir Birinci Katman Kalibrasyonu gerektirir. Bazen bu değerin küçük bir ayarlaması gerekir ve bu durum için "Canlı Z ayarı" adlı bir seçenek vardır (çünkü baskınızın ilk katmanlarında çoğunlukla canlı olarak ayarladığınız için). Mesafeyi ayarlamanın nedeni, çoğunlukla ekstrüde edilmiş filamentin daha iyi yapışmasını sağlamaktır.
XYZ kalibrasyonu, yazıcının doğru monte edilip edilmediğini ve eksenlerin birbirine dik olup olmadığını kontrol eden bir işlemdir. X / Y ekseninizin eğriliğini ölçer ve herhangi bir kusur için uyarı verir. Güvenliği ihlal edilen / başarısız olan iki grup hata mesajını gösterebilir. Ayrıntılı bir açıklama için aşağıya bakın.
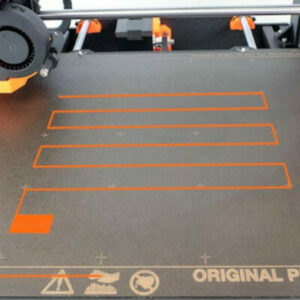
İlk Katman Kalibrasyonu, nozzle’ın ucu ile baskı yüzeyi arasındaki mesafeyi kalibre etmek için kullanılır. Amaç, ekstrüde edilen plastik yatağa güzelce yapışana kadar nozzle yüksekliğini ayarlamaktır ve hafifçe ezildiğini görebilirsiniz.