Bu, yalnızca deneyimli kullanıcılar için önerilen gelişmiş bir kalibrasyondur.
Linear Advance (LA), daha yüksek hızlarda baskı yaparken ekstrüderdeki basınç oluşumunu tahmin eden bir teknolojidir. Yazıcının ürün yazılımı, bu tahmini kullanarak durmadan ve yavaşlamadan hemen önce ekstrüde edilen filament miktarını azaltır, bu da keskin köşelerde lekeler veya kusurları önler. 'K değerleri' olarak adlandırılan, Doğrusal İlerlemenin baskıyı ne kadar etkilediğini belirleyen parametredir.
 Linear Advance/6efca0f2a16b135a_painted.jpeg)
3.9.0 ürün yazılımı ile, FW 3.9.1 ile daha da geliştirilmiş olan ve belirli senaryolarda ve geometrilerde bulunan baskı yapılarını ele alan Orijinal Prusa MK3S, MK3, MK2.5S ve MK2.5 için Linear Advance 1.5'i kullanıma sunduk. Linear Advance 1.5, sürüm 1.0 ile de geriye dönük olarak uyumludur. Doğrusal İlerleme 1.0 ile bir G kodunuz varsa, yazıcı kodu analiz edecek ve değerleri otomatik olarak dönüştürecektir.
Orijinal Prusa MINI'nin baskı profilleri iyi ayarlanmış. Ek olarak, MINI'de hiç LA1.0 olmamıştır, bu nedenle (LA1.5'e) dönüştürme gerekmez.
Yapılandırma
Bu değerler, PrusaSlicer yapılandırmalarımızın ve filament ön ayarlarımızın bir parçasıdır. Bunları kullanıyorsanız ayarlamaya gerek yok. Bununla birlikte, mevcut olmayan filamentler kullanıyorsanız veya onunla oynamak istiyorsanız, malzemeniz ve baskı sıcaklıklarınız için mükemmel K-değerlerini bulmak için toplulukla birlikte bir K-faktörü kalibrasyon baskısı geliştirdik. Bunlar, PrusaSlicer'da bulunan çeşitli kalite ve katman yüksekliği ön ayarlarına dayanmaktadır.
Bu makale esas olarak 0,4 mm pirinç nozzle ile kullanıma atıfta bulunmaktadır. Diğer nozzle boyutları veya malzemeleri farklı K değerlerine neden olabilir.
Hızlandırılmış mesafe boyunca hızı ve akışı etkileyen farklı K değerlerine sahip bir dizi satır yazdıracaktır. Aşağıdaki örnekler, çizgilerin K değerlerinden nasıl etkilendiğini göstermektedir. İlk ve son 25 mm yavaş yazdırılır ve işaretli konumlar (kırmızı kareler) arasında 100 mm hızlı yazdırılır. Yavaştan hızlıya ve hızlıdan yavaşa geçişe yakından bakın. Değer optimal olmadığında, en çok üst satırlarda (kırmızı kareler) görünür, ancak optimal K faktörüne sahip olanlar dışında hepsinde mevcut olduğunda, çizginin düzensiz veya tamamen kesilmiş olabileceğini görüyorsunuz. Ayrıca farklı malzemeler arasında büyük farklılıklar ve bunun çevrilmesi için ne kadar fark yaratabileceğini de görüyorsunuz.
 Linear Advance/a3fd54e25430a134_painted.jpeg)
215 ° C'de PLA ile basılmış kalibrasyon G kodu. K-değeri 0,05 (yeşil kare) ile elde edilen en tutarlı çizgi.
 Linear Advance/833220a75f06eb66_painted.jpeg)
255 ° C'de ABS ile basılmış kalibrasyon G kodu. K-değeri 0.04 (yeşil kare) ile elde edilen en tutarlı çizgi.
 Linear Advance/0cdfd86fe8420add_painted.jpeg)
240 ° C'de PETG ile basılmış kalibrasyon G kodu. K-değeri 0.08 (yeşil kare) ile elde edilen en tutarlı çizgi.
Kalibrasyon G kodunu indirin
K faktörü kalibrasyonu G kodunu, basılı depomuzdan veya doğrudan aşağıdaki tablodan indirebilirsiniz. Bunlar 0,4 mm pirinç nozzle içindir. G-kodu için doğru filament tipini yükleyin ve baskıyı diğer herhangi bir şekilde başlatın.
Normal baskı sıcaklıklarınız sağlanandan farklıysa, G Kodu satırlarını ihtiyaçlarınıza göre değiştirmekten çekinmeyin.
Celcius cinsinden sıcaklık olan "S" değerlerini değiştirin:
M104 S215; Nozzle sıcaklığını ayarlayın (beklemeyin)
M140 S60; yatak sıcaklığını ayarla
M190 S60; yatak sıcaklığını bekle
M109 S215; Nozzle sıcaklığını bekleyin
Optimal K değerleri ve nasıl ayarlanacağı
Testlerimizde bulduğumuz optimum değerler aşağıdaki tablolarda listelenmiştir. Bunlar herhangi bir dilimleyiciye uygulanabilir. Lütfen aynı malzemenin farklı markalarının ve renklerinin aşırı hızlarda yazdırırken biraz farklı bir K değeri gerektirebileceğini, ancak ön ayarlarımızın hepsinde iyi olması gerektiğini unutmayın.
0,4 mm nozzle
PLA 0.05
PETG 0.08
CPE 0.07
PC Karışımı 0.07
ASA / ABS 0.04
HIPS 0.04 (bazı markalar daha yüksek bir K değerine ihtiyaç duyabilir)
Naylon Taulman 0.08
Naylon FX256 0.1
PLA 0.04
PETG 0,04 - 0,05
PC Karışımı 0.04
ASA / ABS 0,02 - 0,03
HIPS 0.03 (bazı markalar daha yüksek bir K değerine ihtiyaç duyabilir)
Yeni K değerlerini ayarlarken dikkatli olun. Bunların değiştirilmesi yalnızca deneyimli kullanıcılara önerilir. Ayarlarınızı değiştirmeden önce yedekleyin.
PrusaSlicer
Belirtildiği gibi, tüm filamentler için K değerleri, PrusaSlicer'in ön ayarlarına zaten uygulanmıştır. Bazı egzotik filamentler veya belirli bir uygulama nedeniyle bu ayarları değiştirmeniz gerekirse, K değeri, yazıcıya özgü özel G kodu altında DEĞİL, Filament Ayarları sekmesindeki özel G kodu bölümünde ayarlanır.
Mavi ok ve kutu 0,6 mm nozzle için değiştirilecek sayıyı gösterir.
Yeşil ok ve kutu, 0,4 mm'lik bir nozzle için değiştirilecek sayıyı gösterir.
 Linear Advance/60cf4c855c873990_painted.jpeg)
Diğer dilimleyiciler
PrusaSlicer'ımızdan farklı bir dilimleyici kullanıyorsanız, dilimleyicinizin G kodu komut dosyasındaki ayarları manuel olarak değiştirmeniz gerekir.
Simplify3D, Cura, vb. Kullanıcıların sadece başlangıç G kodu komut dosyasına “M900 Kxx” eklemesi gerekir. Farklı filament malzemeleri için bunu manuel olarak değiştirmeniz gerektiğini unutmayın. Yalnızca PrusaSlicer, her filaman ön ayarı için özel bir G koduna sahiptir ve bu nedenle K değeri otomatik olarak değiştirilir. İstenilen hızı ayarlayın ve bir şeyler yazdırın (hızın görünmesi için yeterince büyük). Keskin köşelerde lekeler varsa, K değerini artırın. Eksik filaman görürseniz, K değerini azaltın.
Simplify3D, Cura, vb. Kullanıcıları, aygıt yazılımı 3.9.0 veya daha yeni bir sürüm yüklediklerinde dilimleyicilerindeki LA ayarlamalarını değiştirmelidir!
Linear Advance'in nasıl çalıştığına dair daha derinlemesine bir açıklama ilginizi çekiyorsa, Prusa ürün yazılımının GitHub veya vanilya Marlin'in sayfalarındaki değişiklik günlüğüne göz atın.
Bambu Lab H2C 3D yazıcı hangi yeniliklerle gelecek? Kullanıcılar mevcut cihazlarını yükseltebilecek mi? Bu blog yazısında Bambu Lab’ın karar sürecinden teknik çözümlerine ve H2C’nin getirdiği yeniliklere kadar tüm ayrıntılara değineceğiz.
En büyük üretim hacmini, benzeri görülmemiş hızı ve profesyonel düzeyde hassasiyeti sunan amiral gemisi kişisel üretim merkezi olan Bambu Lab H2S duyuruldu.
3D yazıcı teknolojisi, son yıllarda hızla gelişen ve birçok sektörde kullanılan bir teknoloji haline geldi. Bu teknoloji, üç boyutlu nesneleri katman katman oluşturarak, dijital tasarımları fiziksel ürünlere dönüştürme yeteneğine sahip. Bu teknoloji, prototip oluşturma, özelleştirilmiş üretim ve hatta evde hobi olarak kullanılabiliyor. Ancak, 3D yazıcıların en heyecan verici yönlerinden biri, onları bir gelir kaynağı olarak kullanma potansiyeli. Evet, doğru duydunuz. 3D yazıcı ile para kazanmak mümkün.
Bambu Lab , bir süredir söylentilerini işittiğimiz en yeni modeli Bambu Lab H2D ’yi nihayet tanıttı. Üstelik sadece söylentiler doğru çıkmakla kalmadı, ama aynı zamanda aklımıza bile gelmeyen yepyeni özellikler de duyuruldu.
Ön sipariş ürünlerimizin teslimat süreçleri ve bize göndereceğiniz ürünlerin paketlemeleri ile ilgili önemli açıklamaları bu yazımızda bulabilirsiniz.
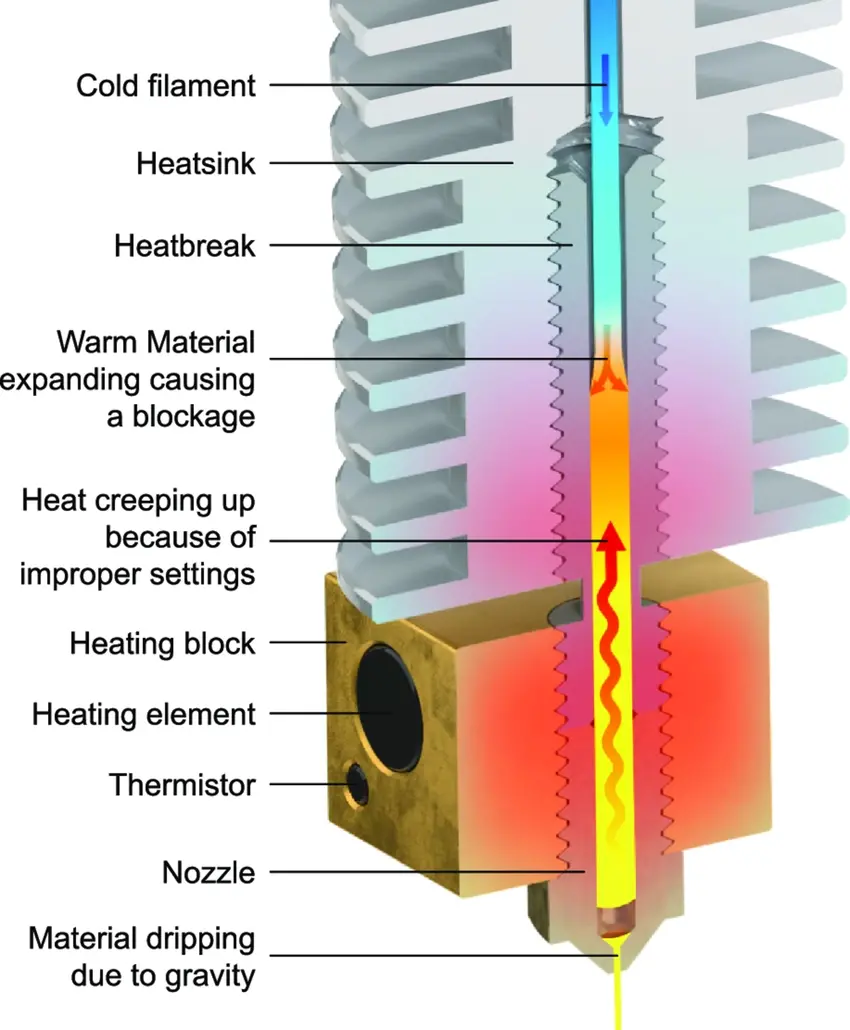
Sevgili MetatechTR ailesi, Havalar ısınmaya başladı ve biliyoruz ki bu mevsimde baskı almayı ayrı seviyorsunuz. Havalar ısındıkça 3D yazıcınızın sorunsuz çalışmaya devam etmesi için bazı önlemler almak önemlidir. Yüksek sıcaklıklar ve nem seviyeleri, baskı kalitesini etkileyebilir, heat creep (filament şişmesi) ve filament tıkanması gibi sorunlara yol açabilir. Bu blog yazımızda, yaz aylarında 3D yazıcınızı korumak için en etkili yöntemleri inceleyeceğiz. Hepinize faydalı olması dileğiyle.
BambuLab A1 Mini'ye Giriş BambuLab A1 Mini, 3D yazıcı dünyasında, özellikle küçük ve hızlı yazıcıları tercih eden kullanıcılar için ideal bir tercihtir. Bu model, kullanışlı boyutları ve etkileyici özellikleriyle öne çıkıyor. Türkiye distribütörü MetaTechTR üzerinden BambuLab A1 Mini'yi buradan satın alabilirsiniz .
Bambu Lab'ın Yeni X1E'si Profesyonellere Yönelik. Bambu lab X1E, Bambu lab X1 carbon combo.