Temel 3D baskı Bloglarımıza hoş geldiniz!
1 - 3D yazıcı nedir?
2 - Makine seçimi
3 - Reçine yazıcılar
4 - Filament yazıcıparçaları ve bakımı
5 - Yazdırma dosyalarınıedinme
8 - 3D baskı içingereksinimler
9 - Ortak sorunlar
10 - Prusa Mini vs Prusa i3 MK3S hangisini satın almalısınız?
3D Baskı Temelleri 9 - Genel Sorunlar ve Çözümleri
3D Baskı Temelleri: İşler yanlış gittiğinde!
3D baskı her zaman mükemmel sonuç vermez. Söylemekten nefret ediyorum ama bilirsiniz, klasik mürekkep püskürtmeli yazıcılar bile her zaman biraz yardıma ihtiyaç duyar, 3D yazıcıların bugün bu cephede aslında oldukça iyi olduğunu düşünüyorum. Ancak yine de kullanıcı hatası, üretici sorumluluklarını yerine getirmediği veya kötü malzemeler nedeniyle yanlış gidebilecek şeyler olabilir. Karşılaşabileceğiniz en yaygın hatalardan bazılarını ve bunları giderirken nereden başlayacağınıza bakacağız.
Size söylemeliyim ki, bir yazıcının daha iyi çalışmasını sağlamaya çalıştığınız bir şey mevcut, ancak size nasıl göründüklerini gösterebilmem için tam doğru 3d baskılarla alt-parça 3d baskılar elde etmeye çalışmak… bu sadece bazı insanların yapmaktan zevk alacağı bir şey. Prusa Mini, bunu sana yapmak zorunda olduğum için üzgünüm.
İyi bir baskı neye benziyor?
Kötü baskıların neye benzediğini görmeye başlamadan önce, sanırım gerçek bir iyi baskının neye benzediğiyle başlamalıyız, çünkü çoğu zaman insanların kurulumlarında yanlış olduğunu düşündükleri şeyleri nasıl düzeltebileceklerini sorduklarını görüyorum, ancak aslında filament 3D baskı işleminin doğal özellikleri. Ve bu arada, sadece parçalarınızı fotoğrafladığınız ışığı ve açıyı değiştirerek bunları gizleyebilir veya vurgulayabilirsiniz.


Gördüğünüz şeylerden biri, aslında normal olan katmanlarda biraz doku bozukluğu, yine doğru açıdan fotoğraflanırsa bunlar görünmez hale gelecektir, küçük detaylar her zaman iyi yazdırılamayabilir, özellikle de bir parça sivri bir noktaya ulaştığında nozulun uzaklaşma ve o bölgeye soğuması için bir şansı yoktur, parçaların alt kısmında, geometrinin o kadar da büyük olmadığı birkaç gevşek halka olabilir ve her zaman katman başlangıç noktasını görürsünüz, bunları modelde gizleyebilirsiniz, ancak her zaman en azından küçük bir nokta görünür olacaktır.
Kenarlarda biraz sarkma olabilir ve üst katmanlarda bazı boşluklar olabilir, ancak biliyorsunuz, elimizdeki teknoloji ile, bazı şeyler optimize etmeye değmez, çünkü bazı büyük ödünler vermek zorunda kalacaksınız. Süreçteki diğer sorunları ortaya çıkarabileceğiniz bir eserden kurtulmanız gerebilir.
Ve bu baskıların mükemmel olmaması, örneğin ışıltılı filamentin bu kadar popüler olmasının nedenlerinden biridir. Gözünüzün dikkatini dağıtır.

Genellikle 150µ veya daha yüksek katman yüksekliklerinde baskı yaptığımız için, katmanların kendileri genellikle görsel olarak kaybolur, bu yüzden Volkan gibi büyük nozullarla ve büyük katman yüksekliklerinde yapılan baskılar, daha çekici veya daha tutarlı görünme eğilimindedir. Her şeyi mükemmel hale getirmeye çalışırsınız, ancak bunu asla tam olarak yapamazsınız ve hala yanlış olan her şey ağrılı bir başparmak gibi ortaya çıkar. Her neyse, bu demek oluyor ki, özellikle filamentli 3D yazıcılarla 3D baskılar asla mükemmel değildir, genellikle sadece orada olan kusurları gizleme sanatıdır, böylece onları fark etmeyi bırakabilirsiniz.
Ancak hala düzeltilebilecek ve ele alınması gereken birkaç “gerçek” sorun var. Nasıl göründüklerini ve onlar için düzeltmeleri aramaya nereden başlayacağım ve aşağıdaki açıklamada daha fazla ayrıntı bulabileceğiniz kılavuzlara bağlı olacağım, ancak açıkçası tüm olası düzeltmeleri yapamıyorum.
Ekstrüzyon Sorunları
3D Baskıda Ekstrüzyon problemleri ile başlayalım. Açıkçası, bunlar yazıcının geri kalanı, mekanik olarak, hafif bir hareket sisteminden çok daha fazlası olmadığı ve evcilleştirilecek bir canavarın kompleksi olmadığı için en yaygın olanlar olacaktır. Ama bir saniye içinde buna ulaşacağız.
Çok az - Çok fazla Filament
İlk olarak, “çok az” veya “çok fazla filament” olarak gruplandırdığım şey. Filament araç başınız sürekli olarak ekstrüde ediliyorsa ancak yanlış miktarda malzeme bırakıyorsa, düşük eksiltme veya aşırı ekstrüzyon olarak bilinen şeyi alacaksınız.


Düşük eğilme, çıkıntılarda, içinde boşluklar bulunan üst katı katmanlarda veya eğimli üst yüzeylerde, yine boşlukları görmeye başlayabileceğiniz düşük performans olarak kendini gösterir. Parçalar da gerekenden çok daha zayıf olacaktır. Şimdi, çoğu yazıcı aslında kutudan% 5 daha az eksiltmek üzere ayarlandı bu,% 5 fazla, fazla baskı yapmaktan daha güzel baskılar yapıyor ve çoğu insan, onlardan daha mükemmel görünmeyen baskıları fark etmeyecek Biraz daha kolay kırılan parçaları fark edeceksiniz, bu yüzden sadece güvenli tarafa sapın. Ancak çok fazla yetersizlik olduğunda, gerçek bir sorun olmaya başlar. Doğrudan yazıcınızın LCD'sinde deney yapabilirsiniz ve ardından bunu kalıcı yapmanın en kolay yolu dilimleyicinize kaydetmektir.


Aşırı ekstrüzyon çok daha kolay fark edilir, en kötü durum, 3D baskılar lekeler ve tam anlamıyla taşan duvarlarla sonuçlanır, ancak aslında en çok malzemenin yana kaçamayacağı üst yüzeylerde fark edilir, ancak üstte istiflenir nozulun malzeme boyunca sürüklenmesini sağlar. Düşük eksiltme ile aynı fikir, yaşayabilirsiniz
Aşırı ve düşük eksiltme her ikisi de sürekli olan şeylerdir, bu nedenle ilk 3d baskida katmandan sonuncuya kadar mevcutturlar.
Tıkanma
Bir katman sırasında herhangi bir zamanda olabilecek bir sürü hata vardır. Aslında biraz yaygın olan şey, 3D baskınızın iyi başlayacağı, ancak bir noktada artık yeterli filament almadığınızı fark edeceksiniz.

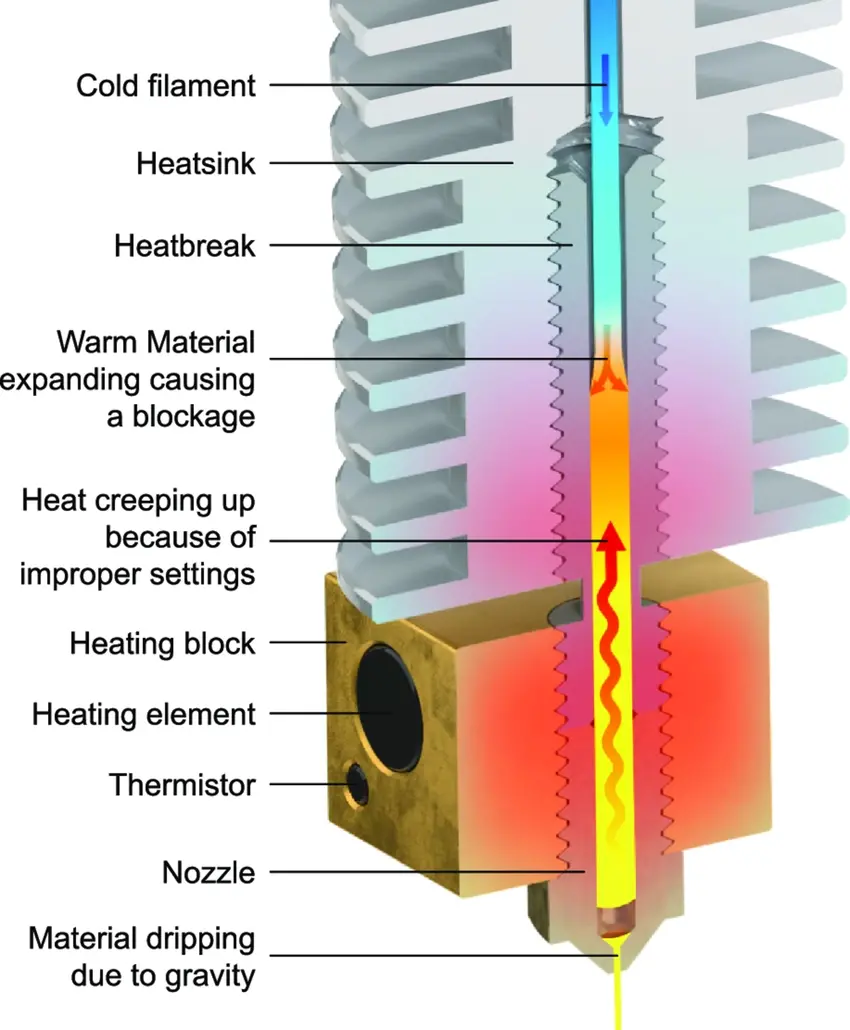
Bu bir sürü şey olabilir. 1) Sıcaklığınızı tıkayan bazı parçacıklar. 2) Hotend bükülme içinde PTFE astar. Her ikisi için, soğuk çekmenin nasıl yapılacağı ve PTFE'nin nasıl onarılacağı ile ilgili bu serinin 4. bölümüne bakın. 3) Hotend aşırı ısınıyor. Bu, kötü bir şekilde monte edilmiş bir hotend, soğutma fanı ile ilgili sorunlar veya sadece kötü yapılmış bir tamamen metal hotend kullanmaktır. 4) Motor ısısı nedeniyle ekstrüderde aşırı ısınma. Soğutma ekleyin veya o motor için step akımını azaltın. 5) Örneğin, sıkışan veya hatta sadece ekstrüzyon yolu boyunca bir yere sürtünen tutarsız bir çapa sahip kötü filament.
Lekeler ve Tel Çekme

Daha sonra Sonra, 3D baskılarınızda lekeler olursa ne olur? Bunun için, nem patlamasından aldığınız küçük lekeler ile 3D yazıcının bir çizginin başladığı ve durduğu yerden aldığınız daha büyük lekeler arasında ayrım yapmalıyız. Bu nedenle, ilk olarak, kurutucu filament kullanın veya sahip olduğunuz filamenti kurutun. İkincisi için, geri çekme ayarlarınız mükemmel değil. Şimdi, burada mükemmel bir ayar grubu yok, ancak genellikle, geri çekme ayarlarınız çok agresif ise, lekeler ile sonuçlanırsınız, eğer yeterince agresif değilse, baskılarınızda ip alırsınız.

Bazı hotend'ler sadece filament akış kontrolü için harika değil, bu yüzden geri çekme ayarları için iyi bir uzlaşma bulamadığınız durumlarda, kişisel olarak biraz ipucu almayı tercih ederim, çünkü bu ya kolayca yırtılabilir veya sıcak hava tabancasıyla hızla eritin.
Sıcaklık Sorunları
Diğer ekstrüzyon sorunları sıcaklık sorunlarından kaynaklanabilir, ya genellikle çok düşük bir sıcaklıkta yazdırma, unutmayın, aynı yazıcı modelinde bile yapılan sıcaklıklar, çok yüksek veya çok düşük bir sıcaklık bildirip bildirmediklerinde oldukça değişebilir veya sıcaklığın kendisinde tutarsız bir sıcaklıktan. Sıcaklıkların ne kadar kararlı olduğunu izlemenin iyi bir yolu, grafiği Octoprint'te veya hatta Pronterface'te kullanmaktır.

Yazıcınızı USB üzerinden bağlamanız yeterlidir ve 3d baskı sırasında neler olup bittiğini takip edebilirsiniz. Sıcaklık etrafında dolaşıyorsa, hotend'deki her şeyin doğru bir şekilde monte edilip edilmediğini ve sıcak olup olmadığını kontrol etmenin zamanı geldi, ancak sıcaklık hala tutarsızsa, bir PID melodi uygun olabilir. Yine, aşağıdaki daha gelişmiş eğiticileri bağladım.
Yine, her düzeltmeyi tam olarak ele almak, bunu iki saatlik bir okunmazlık karmaşası haline getirecekti, bu yüzden burada nispeten kısa tutmaya çalışıyorum.
Yatak Yapışma ve Çözgü
Pekâlâ, yatağa yapışma ve eğilmeye geçelim. Yazdırma sırasında parçalarınızın gevşeyip gevşemediğini veya köşelerin kalkmaya başladığını kontrol etmek için beş şey:
1) Kullandığınız filament ile yazıcınızdaki yatak yüzeyi arasındaki uyumluluk, örneğin dokulu PEI sacları geniş temas alanlarına sahip baskılar veya tipik olarak yüksek yapışma özellikli PETG filamenti için en iyisidir, pürüzsüz PEI ise bile maksimum yapışma sağlar küçük PLA baskıları 2) Yeterli ortam sıcaklığı, 3) Filamentiniz için doğru yatak ve nozzle sıcaklığı 4) İlk katman için doğru nozzle mesafesi ve 5) düz, kare, trammed yatak, ancak istediğiniz şekilde.
Yatağın üzerinde hızlı bir şekilde düzleme yapalım: Amaç, düzgün, yeterince sıkılmış bir ilk katman elde etmektir. Eğer bakarsanız, boşlukları ortadan kaldıracak kadar silinmelidir, ancak nozzle malzemeyi kazıyacak kadar fazla olmamalıdır.


Ve elbette, yazdırmakta olduğunuz tüm alan boyunca bile olması gerekir. Sensör tabanlı otomatik hizalama özelliğine sahip bir yazıcınız varsa, nozzle mesafesini ayarlamanız yeterlidir, Prusa ‘da bunun için belirli bir test baskı özelliği vardır, ancak diğer yazıcılarda sadece ilk katmanı izleyebilir. Tesviye için, bunu yapmanın en yaygın yolu bir parça kâğıt kullanmak, yazıcınızı önceden ısıtmak ve nozzle ı “sıfır” yükseklikte, her bir tesviye noktasının üzerinde kağıtla birlikte kontrol etmek.


Bu size mutlak yükseklik için de iyi bir başlangıç noktası vermelidir. Ve bir ipucu olarak, onu kesinlikle mükemmel hale getirmek zorunda kalmazsınız, bu katmanı seviyedeki küçük kusurlara karşı daha sağlam hale getirmek için ilk katman yüksekliğini ve ekstrüzyon genişliğini de artırabilirsiniz.
Daha Fazla Sıcaklık Sorunu: Kıvrılma, erimiş Ayrıntılar, Boşluklar
Sıcaklıkla ilgili sorunlarda kalmak, kıvrılma, ince ayrıntıları ve üst katı katmanlarınızdaki boşlukları görüyorsanız, çok sıcak, çok hızlı veya yeterince soğutma yapmama olasılığınız vardır. Dilimleyicinizin “Filament” sekmesinde ayarlayabileceğiniz tüm ayarlar mevcuttur ve birini seçip deneyin ve hangisinin en çok yardım ettiğini görün.


Filamentiniz için çok soğuk veya çok fazla soğutma yapıyorsanız, bunun yerine kırılgan ve mat görünümlü parçalar elde edersiniz. Sıcaklıkların ayarlanması üst katmanlarda yardımcı olmazsa, üst katı katmanların miktarını ve dolgu yüzdesini artırmanız yeterlidir.
Mekanik Sorunlar
Şimdi, son olarak, mekanik konular. Üzerinde durmak istediğim üç ayrı nokta var. Birincisi, ne arayacağınızdan tam olarak emin değilseniz, fark edilmesi zor. Yataklar, motorlar veya diğer fonksiyonel parçalar gevşekse veya aşınmışsa, sonuçta tutarsız dikey yüzeyler görebilirsiniz. Yazıcınızın hareketli eksenlerini yakalarsanız, hafifçe esnetebiliyorsanız sorun olmaz, ancak gerçek oyun oynarsanız, muhtemelen yazıcınızın rulman ve yapısal kurulumunu daha ayrıntılı araştırmanız gerekir.
Keskin köşelerde dalgalanmalar görüyorsanız, bu genellikle gölgelenme veya zil sesi olarak bilinir ve bu, bir makinenin X veya Y eksenleri boyunca aşırı esnekliğin bir sonucudur. Yaygın bir öneri “kayışları sıkmak” olacaktır, ancak bu sadece kurulum çok fazla esneklikle yapılmışsa sizi bu kadar ileriye götürebilir. Örneğin, ucuz kayışlar genellikle kaliteli kayışlardan çok daha yaylı olacak veya takım başı ve yatağın hızlanması ve yavaşlamasından kaynaklanan kuvvetlerin çürük malzeme parçalarından aktarılması gerekiyorsa.

3D Yazıcınızdaki “Sarsıntı” ve “Hızlanma” ayarlarını azaltarak bu sorunu çözebilirsiniz, ancak bunları olabildiğince düşük tutmayın, çünkü baskılarınızda başka sorunlar da ortaya koyacaksınız ve önemli ölçüde tamamlamak için daha uzun.
Parçalarınızın üst katı dolumunda sadece her ikinci boşlukta yanlış bir şey olduğu gibi küçük bir boşluk görüyorsanız, makinede bir yerde ya motordaki gevşek bir kasnaktan veya örneğin aşırı sürtünmeden doğrusal eksenlerden biri.
Yani her zamanki gibi, bir şeylerin sıkı olmasını istiyorsun ama çok sıkı değil. Şüpheniz varsa, “düşündüğünüzden daha az sıkı” olabilir.

Ve son olarak, korkunç değişim.
Bunlar, ne zaman ve nerede meydana geldiklerine göre biraz öngörülemez olabilir, ancak temel neden her zaman aynıdır: Bu eksendeki step motorun, sunabileceğinden daha fazla tork üretmesi istenir. Bu, yine, doğrusal bir kılavuz yüzeyinde, bir tekerleğin veya rulmanın yakalandığı kir veya hatta yazıcının uyaran rezonant frekanslarından birine çarpan çok sayıda küçük, tekrarlanan hareket yaptığı rezonanslar olabilir. Örneğin yatak, kayış ve motor kombinasyonunun kombinasyonu. Basit, ama yetersiz bir çözüm sadece step motora giden akımı arttırmak olacaktır, ancak sürücülerin ne kadar akım sağlayabilecekleri konusunda bir sınırı vardır ve aşırı ısınırlarsa, güvenlik için kendilerini kapattıklarında atlanan adımlara da neden olabilirler. Sürücü yongalarına yanmadan dokunabiliyorsanız, genellikle hala tavan boşluğu kalır. Bunları tam olarak nasıl ayarlayacağınız, tam olarak yazıcı modelinize bağlıdır, ancak yine de step sürücü akımlarını ayarlamak genellikle sizin tarafınızdan yapılması gereken bir şey değildir, kullanıcı. En azından başlamak için iyi bir 3D yazıcınız varsa. Yine, burada, hızlanma ve sarsıntıyı azaltabilirsiniz, bu da rezonanslardan kaynaklanan sorunlara çok yardımcı olur.
Aşırı ayarlama
Tabii ki, bu yanlış gidebilecek her şeyin tam bir listesi değil, aynı zamanda az önce listelediğim her şeyin yanlış gideceği anlamına da gelmiyor. Yazılarımızda paylaştığım herhangi bir ince ayarda olduğu gibi, aşırıya kaçarsanız, orijinal sorununuzu hala çözme şansınız var, ancak sonuçta sadece fark edeceğinizi daha da kötüleştiriyorsunuz. Dolayısıyla, 3d yazicinizde yazdırma ayarlarınızda vb. Bir sürü değişiklik yaptıysanız, tekrar stoklarımıza gitmeyi ve öğrendiklerinizi bir dahaki sefere daha az müdahaleci bir düzeltmeye gitmek için kullanmayı deneyin.
Ve elbette, belirli bir yazıcıyla ilgili sorun yaşıyorsanız, her zaman önce üreticiyle iletişim kurmanız önerilir çünkü bunlar makinelerini en iyi bilmesi gereken kişilerdir.
Umarım bu yazıda en azından düzeltmeler için doğru yöne bakmaya başlamanıza yardımcı olmuştur eğer olduysa, abone olun, ancak yine, her makine aynı değildir ve doğru prosedürler farklı makinelerde farklı olabilir.
İşte bu kadar, bu serinin sonraki ve son yazısında, buradan çalışabileceğinize bakacağız, şimdi çalışan, güvenilir bir 3d yazıcınız var. O zamana kadar okuduğunuz için teşekkürler, araştırma yapmaya devam edin, sonra görüşürüz. METATECHTR. Happy Printing
Bambu Lab H2C 3D yazıcı hangi yeniliklerle gelecek? Kullanıcılar mevcut cihazlarını yükseltebilecek mi? Bu blog yazısında Bambu Lab’ın karar sürecinden teknik çözümlerine ve H2C’nin getirdiği yeniliklere kadar tüm ayrıntılara değineceğiz.
En büyük üretim hacmini, benzeri görülmemiş hızı ve profesyonel düzeyde hassasiyeti sunan amiral gemisi kişisel üretim merkezi olan Bambu Lab H2S duyuruldu.
3D yazıcı teknolojisi, son yıllarda hızla gelişen ve birçok sektörde kullanılan bir teknoloji haline geldi. Bu teknoloji, üç boyutlu nesneleri katman katman oluşturarak, dijital tasarımları fiziksel ürünlere dönüştürme yeteneğine sahip. Bu teknoloji, prototip oluşturma, özelleştirilmiş üretim ve hatta evde hobi olarak kullanılabiliyor. Ancak, 3D yazıcıların en heyecan verici yönlerinden biri, onları bir gelir kaynağı olarak kullanma potansiyeli. Evet, doğru duydunuz. 3D yazıcı ile para kazanmak mümkün.
Bambu Lab , bir süredir söylentilerini işittiğimiz en yeni modeli Bambu Lab H2D ’yi nihayet tanıttı. Üstelik sadece söylentiler doğru çıkmakla kalmadı, ama aynı zamanda aklımıza bile gelmeyen yepyeni özellikler de duyuruldu.
Ön sipariş ürünlerimizin teslimat süreçleri ve bize göndereceğiniz ürünlerin paketlemeleri ile ilgili önemli açıklamaları bu yazımızda bulabilirsiniz.
Sevgili MetatechTR ailesi, Havalar ısınmaya başladı ve biliyoruz ki bu mevsimde baskı almayı ayrı seviyorsunuz. Havalar ısındıkça 3D yazıcınızın sorunsuz çalışmaya devam etmesi için bazı önlemler almak önemlidir. Yüksek sıcaklıklar ve nem seviyeleri, baskı kalitesini etkileyebilir, heat creep (filament şişmesi) ve filament tıkanması gibi sorunlara yol açabilir. Bu blog yazımızda, yaz aylarında 3D yazıcınızı korumak için en etkili yöntemleri inceleyeceğiz. Hepinize faydalı olması dileğiyle.
BambuLab A1 Mini'ye Giriş BambuLab A1 Mini, 3D yazıcı dünyasında, özellikle küçük ve hızlı yazıcıları tercih eden kullanıcılar için ideal bir tercihtir. Bu model, kullanışlı boyutları ve etkileyici özellikleriyle öne çıkıyor. Türkiye distribütörü MetaTechTR üzerinden BambuLab A1 Mini'yi buradan satın alabilirsiniz .
Bambu Lab'ın Yeni X1E'si Profesyonellere Yönelik. Bambu lab X1E, Bambu lab X1 carbon combo.