Temel 3D baskı Bloglarımıza hoş geldiniz!
1 - 3D yazıcı nedir?
2 - Makine seçimi
3 - Reçine yazıcılar
4 - Filament yazıcıparçaları ve bakımı
5 - Yazdırma dosyalarınıedinme
8 - 3D baskı içingereksinimler
9 - Ortak sorunlar
10 - Şimdi Ne Olacak
3D Baskı Temelleri 4- Parça isimleri, bakımı ve filament tipleri!
Diğer temel yazılarımızdaki tüm yazıcı parçaları için bunları açıklamayı bırakmadan terminoloji kullandığımı biliyorum, bu yüzden bu yazıda, tüm garip ve benzersiz parçaları ne şekilde adlandırıldıklarını ve ne işe yaradıklarını gözden geçirelim. Ayrıca, cihazlar çalışırken, bu makinelerin ve bileşenlerinin ne tür bir bakım ve bakıma ihtiyacı olduğuna bakalım.
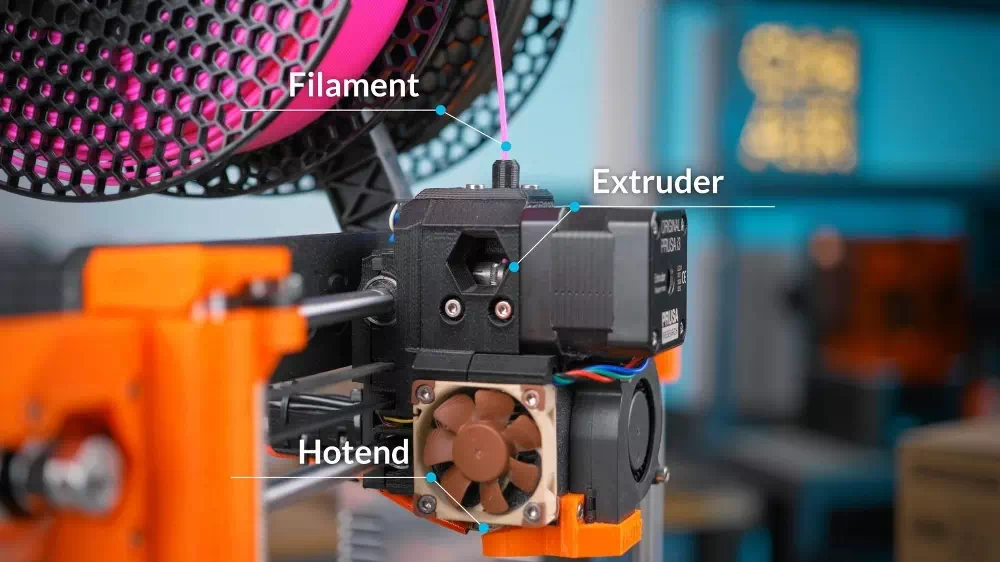
Ekstruder ve Hotend
Herhangi bir filament yazıcının çekirdeği ile başlayalım: Ekstruder ve hotend. Filamenti beslemek için, ilk önce ekstrüder tarafından yakalanır ve daha sonra doğrudan veya bir bowden tüpü yoluyla hotend'e itilir. Ekstrüderin, sıkıştırma cıvatasının veya daha yeni makinelerde, sıkıştırma dişlisi veya tahrik dişlisi filamente kenetlenir veya yaylı bir mekanizma veya farklı bir kurulumda ikinci bir tahrik dişlisi ile bu dişliye itilir. Sanırım “dişli” terimi biraz yanıltıcıdır, çünkü filamentin tutulduğu dişlinin yüzeyi bir dişli gibi görünür, ancak gerçek bir düz dişli çok kaba ve keskin olmadığı için filamenti gerçekten ısırmaya yetecek kadar oldukça keskindir, filamenti gerçekten ısırmaya yetecek kadar.









Bakım
Bakım söz konusu olduğunda, burada yapacak çok şey yok. Ekstrüderiniz yay gerginliğini ayarlamanıza izin veriyorsa, sadece filament üzerinde kaymayacak kadar sıkı ayarlanması gerekir. Tüm hareketli parçalarda olduğu gibi, yatakların serbestçe hareket edebilmesi gerekir. Tüm bu bakım işleri için, bunları baskılı filament makaralarında ne sıklıkta yapmanız gerektiğini kabaca değerlendirmeye çalışacağım. Ekstrüder yatağının yakalandığını veya pürüzlü çalışıp çalışmadığını kontrol etmek, muhtemelen 50 veya daha fazla makaradan sonra yapmanız gereken bir şeydir. Yazdırma sorunları yaşıyorsanız, ekstrüder dişlilerinin tahrik yüzeyine de bir göz atmalısınız. Filament talaşı, parçacıkları tıkanmışsa, ekstrüzyon yolunuzda yanlış bir şey vardır ve nadiren ekstrüderin kendisi de neden olmasına rağmen, yay gerginliğini kontrol etmek asla yormaz. Her 20 makarada bir, eğer karbon dolu malzemeler gibi agresif filamentler yazdırıyorsanız, dişlerin yıpranmadığını veya donuk kalmadığını kontrol etmelisiniz.
Hotend
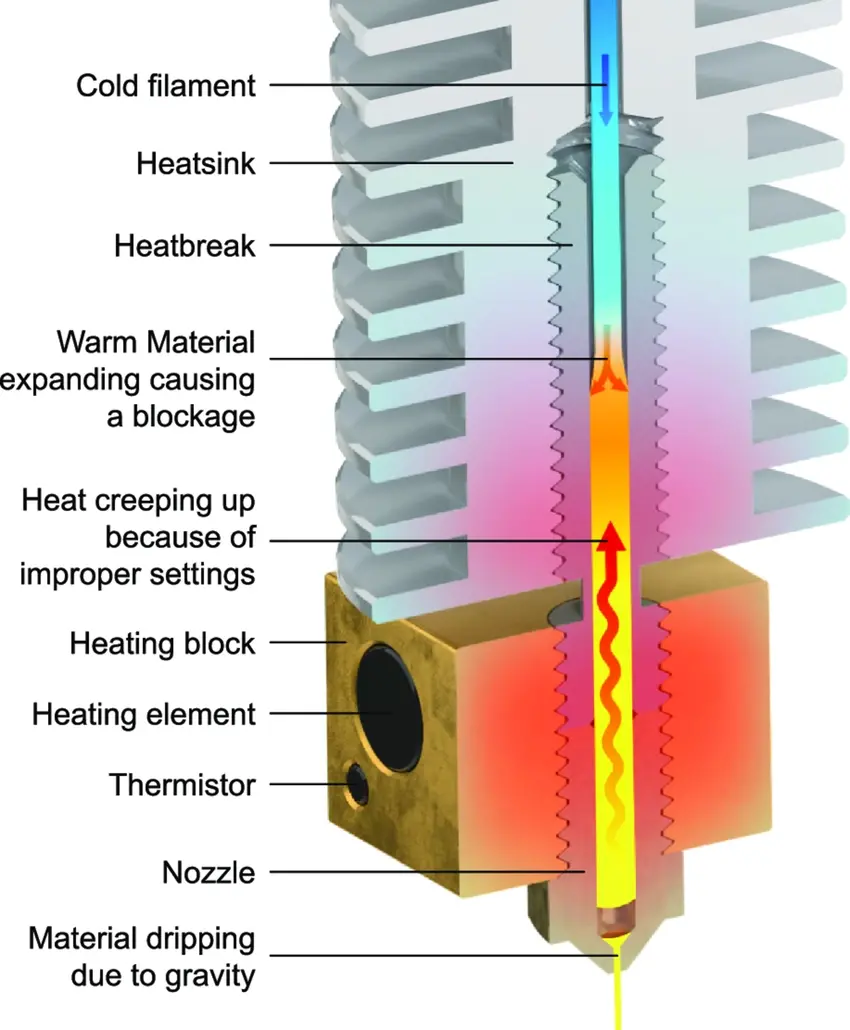
Hotend'e doğru ilerlerken, bu genellikle dört ana bölümden yapılır.

En alttan başlayarak, ısıtıcı bloğa geçirilen nozzle’unuz var, daha sonra ısı bloğu ile soğutucuya monte ediliyor. Bazı hotend'ler biraz farklı görünüyor, ancak temel işlevler aynıdır. Isı kesintisinin işi, ısıtıcı bloğunu mekanik olarak desteklemek ve soğutucuya doğru mümkün olduğunca az ısıya izin vermektir. Soğutucunun işi ısıtıcı bloğunu soğutmak değil, aslında bunu sıcak tutmaya çalışmaktır, ancak sadece sıcaklığın üst yarısını çalışacak kadar serin tutmaya çalışıyorsunuz. Yarı erimiş filament zaten yapışkandır, ancak henüz iyi akmaz, böylece geçiş durumu kaçınılması gereken bir şeydir. Sıcaklık kontrolüne yardımcı olmak için hemen hemen tüm hotend'lerde, hotend ayarlanan bir sıcaklığa ulaştığında açılan veya her zaman açık olan bir soğutma fanı bulunur. Takım başlığında bulacağınız diğer fan, parça soğutma fanıdır.


Bu açılıdır ve baskı yapılırken baskı üzerine soğuk hava üfler ve bu fan gerektiğinde açılır veya düzenlenir. Ayrıca, nasıl çalıştıklarına bağlı olarak, oldukça farklı görünebilecekleri bir yatak seviye sensörü de bulabilirsiniz.
Sıcaklığın ısıtıcı bloğunda, sıcaklığı ölçen bir ısıtıcı kartuşu ve bir termistör bulacaksınız. Nozzle, ısıtıcı bloğu, ısı kırılması, ısıtıcı kartuşu ve termistör bir sıcaklığın sıcak tarafını oluşturur. Yani, hepsi sıcak kullanımda ve kesinlikle onlara dokunmamalısınız.


Bakım- Fanlar
Bu nedenle, bakım için, alet başlığındaki iki fanla başlayarak, her iki ila beş makarada bir toz bulunmadığını ve serbestçe dönüp dönmediklerini kontrol etmelisiniz, eğer tozluysa, onları basınçlı veya temiz hava ile üfleyin, ancak fan kanatları hızlı bir şekilde dönmezler.
Bu fanlar, döndürdüğünüzde jeneratörlere dönüşür ve bu, fanın kendisine veya en kötü durumda yazıcının diğer elektronik cihazlarına zarar verebilir. Yine de bu pek olası değildir.
Ayrıca parça soğutma fanının hotend'in nozzle’unun veya ısıtıcı bloğunun üzerinden üflenmediğinden emin olmalısın. Isıtılan parçaların üzerinde her zaman az miktarda hava akışı elde edersiniz, ancak fanın üflediği yeri ayarlayarak veya farklı bir fan kanalı kullanarak bunu minimumda tutmaya çalışmalısın.
Bakım- Hotend
Hotend için, optimum şekilde çalışmasını sağlamak için birkaç bakım adımı var. Her baskıdan sonra, özellikle de bu baskı mükemmel sonuç vermediyse, sıcak kenara yapışan plastik parçalar olmadığından emin olunmalıdır. Varsa, sonraki baskıdan önce hotend'i önceden ısıtın ve cımbızlarla çıkarabilirsin.
Ayrıca, zaman zaman termistöre iyi bir görünüm verin ve hala doğru şekilde tutulduğundan emin olun. Kesinlikle bunun düşmesini istemiyorsunuz. Lead'leri hassastır, bu yüzden onlara dikkat edin.
Hotend'inizin iyi çalışmasına yardımcı olabilecek bir şey, iç kısmını temiz tutmaktır. Bunu yapmanın kolay bir yolu, genellikle her iki veya üç makaradan daha sık yapmak zorunda kalmayacağınız soğuk bir çekmedir. Hotend'e biraz filament yükleyin, genellikle burada Naylon kullanacaksınız, ancak PETG de çalışıyor, sonra tamamen soğumasını bekleyin. Şimdi, yapmak istediğiniz şey tekrar ısıtmaktır, ancak sıcaklığa ulaşırken elle çıkarmaya çalışın. Hotend üzerinde 50 ila 100 ° C arasında bir noktada, filament çıkmalı ve eğer işe yaradıysa, nozzle’nin iç kısmı üzerinde mükemmel bir izlenime sahip olmalıdır.


Bunun yaptığı şey, nozzle’a sığmayacak ve bir noktada tıkayabilecek kömürleşmiş enkazları çıkarmaktır. Bunların ne kadarı birikirse, kullandığınız filament ve onu nasıl bastığınıza bağlıdır, bu nedenle mükemmel bir şekilde temiz olması için işlemi tekrarlamanız gerekebilir. Bir bowden kurulumunuz varsa, filamenti doğrudan hotend üzerinde besleyip çekebilmek için bowden tüpünü çıkarmak iyi bir fikirdir olabilir.
Çizgili bir hotend'de, astarın kendisi zamanla bozulabilir. Yazıcınızın tam olarak nasıl inşa edildiğine bağlı olarak, her 10 ila 20 makarada bir kontrol edin. Görünür bir deformasyon varsa veya daha koyu, kızarmış noktalar görüyorsanız, genellikle sadece ucunu kesip geri besleyebilirsiniz.


Burada kare ve düz kesim yapmak önemlidir. Bunun bowden tüpünü biraz daha kısaltacağını unutmayın, bu nedenle bir süre sonra çok kısa olabilir ve değiştirilmesi gerekecektir. Ancak standart 4x2mm PTFE tüp oldukça ucuzdur. Bowden tüpleri de zamanla yıpranır, bu yüzden her seferinde değiştirmek ve muhtemelen bir fikirden çok da kötü değildir. Ancak, sadece bowden ve liner tüpünü kesip çıkaramayacağınız ve aynı tüpün sıcak alana kadar inip gitmediği ya da sadece ısı patlamasından geçen ayrı bir PTFE parçası olup olmadığı, yazıcınızın tam olarak nasıl inşa edildiğine bağlı olacaktır. Çok fazla varyasyon var ve hepsini kapsayan bir şey biraz fazla olur.
Bakım- Nozzle
Hotend'deki son şey nozzle’un kendisidir. Sadece PLA yazdırırsanız standart pirinç başlık uzun süre dayanabilir. Ancak özellikle fiber veya metal parçacıkları eklenmiş malzemeler bir nozzle ı oldukça hızlı bir şekilde yıpratabilir, bu nedenle bunlar için asla pirinç bir nozzle kullanmamalısınız, bunun yerine özel bir aşınmaya dayanıklı olan (The Olsson Ruby) nozzle tercih edin.

Her iki durumda da, nozzle’unuzun deliğinin etrafındaki düz alanın genişlediğini fark ederseniz, ya bir doktora gitme ya da yazıcınızın nozzle’unu değiştirme zamanı gelmiştir. Bu parçaların nasıl söküleceği ve yeniden monte edileceği konusunda üreticinin talimatlarını izleyin. Güçlü silahlara sahipseniz, genellikle bir şeyleri kırmak üzeresinizdir. Dikkatli olmalısınız.
Mekanik
Mekaniğe geçelim. Doğrusal hareket sistemi ile başlayalım.

X, Y ve Z eksenleriniz genellikle yuvarlak düz çubuklar ve lineer rulmanlar veya burçlar, lineer raylar veya V-Slot alüminyum profiller veya V tekerlekli ekstrüzyonlar üzerinde çalışır. Bu sistemi “Openbuilds” olarak anılan sistemi duymuş olabilirsiniz. Eksenleri sürdüğünüzde, step motorda oturan ve bir kayış ile geri çevrilen kasnak tarafından tahrik edilen dişli kayışlarınız var. Dikey Z ekseni için, genellikle bir vidalı mil ve kılavuz vidalı somunlar veya bazen vidalı miliniz vardır. Genellikle, yazıcıya izin verilen hareket aralığının sonuna geldiğini bildiren, her eksenin uçlarından en az birinde bir uç noktası bulacaksınız.






Lineer rulmanlar kullanan lineer kılavuzlar için, üzerinde çalıştıkları çubukların toz ve kirden arındırılması önemlidir. Bu rulmanların tozu uzaklaştıracak silecekleri vardır, ancak tozun veya özellikle kumun bunlara girmesine izin vermemek iyi bir önleme yöntemidir. Bu çubuklar doğal olarak yağlı olacaktır, yatakların kendileri yağlandığı için sorun yoktur.



Bunun üstünde kalabilirseniz, her filament makarasından sonra yatakların uçlarına bir damla orta viskoziteli yağ eklemek kesinlikle kötü bir fikir değildir. Ancak daha kapsamlı, ancak daha az sıklıkta bir program tercih ediyorsanız, rulmanları her 20 makarada veya daha fazla çıkarabilir ve gres ile paketleyebilirsiniz. Bunun için bazı iyi yazdırılabilir yardımcılar vardır.
Vslot tasarımlarında, plastik tekerleklerden biraz sürtünme elde edersiniz, bu da çarpma olarak toplanabilir ve baskılarınızda sorunlar yaratabilir. Bunları gördüğünüz anda çıkarın. Ayrıca, pasta yapmadan önce herhangi bir sürtünmeyi almak için alüminyum V-Yuvası ekstrüzyonunun kendisini silin. Bu tekerleklerin içindeki rulmanlar ömür boyu gres paketiyle üretilmelidir, bu yüzden onlar için endişelenmenize gerek yoktur. Ancak tekerleklerin kendileri aşındığı ve ayarlarını kaybedebileceği için, üzerlerindeki gerginliği periyodik olarak ayarlamanız gerekecektir. Taşıyıcıda herhangi bir eğim hissediyorsanız iki veya üç makara da bir kontrol edin.
Kayışlar için yapılması gereken çok az periyodik bakım vardır. Ancak yazıcı yeniyken ve işler hala yerleşirken, her makarada kayış gerginliğini kontrol etmek iyi bir fikirdir. Onu kopardığınızda, bir bas gitarın frekans aralığında olmalıdır, değilse, kemer gerginliğiniz muhtemelen sıkıdır.
Ve kurşun vidalar için, arada sırada biraz gres yağı kesinlikle zarar gelmez. Kurşun vidalar kayar bir eştir ve yataklar gibi yuvarlanmayan bir yatak olduğundan, gres yerine yağ muhtemelen çok ince kalabilir.
Her doğrusal eksendeki son bir not yazıcı kapalıyken bunları elle taşıyabilirsiniz, ancak çok hızlı sarsmaya çalışmayın. Bir step motor harici olarak, tıpkı bir fan gibi döndürüldüğünde, bir jeneratör gibi davranır ve geriye doğru akımın sürücü çipini tahrip edebilir veya en azından zarar verebilir.
Yatak
Genellikle bir yazıcının Y ekseninde, baskı yatağınız olur. Isıtılmalıysa, ısıtmalı bir yataktır. Yatak ısıtıcılarını oluşturmanın yaygın yolları alüminyum çekirdekli bir PCB, normal bir PCB, “baskılı devre kartı” veya bir silikon ısıtıcı ve bir alüminyum levha kullanmaktır. Üstte, “Buildtak” tarzı bir etiket kullanarak yatak yüzeyine sahipsiniz, bu tipik olarak dokulu bir polikarbonat film veya çift taraflı yapışkanla da uygulanan bir “PEI” film veya toz kaplı dokulu PEI yüzeyi. Deha, değil mi?



“Buildtak” tarzı çıkartma “PEI” filmi Toz boyalı dokulu PEI yüzeyi
Yazıcınızda sadece düz bir cam veya alüminyum yüzey varsa, genellikle püskürtülmüş veya fırçalanmış bir yatak yapıştırıcısı kullanırsınız. Camda, üzerinde hiçbir şey olmayan temiz bir yüzey PLA için genellikle iyi çalışır. Farklı cam dereceleri vardır, sıklıkla duyacağınız “borosilikat cam” dır, çünkü bu düz soda-kireç camından çok daha sıcaklığa dayanıklıdır.
Yatağı korumanın en önemli kısmı temiz tutmaktır. Toz ve parmak yağı yapışmayı azaltabilir ve baskıların yükselmesine neden olabilir. İyi bir temizlik maddesi, Votka olarak da bilinen kabaca 50/50 su ve etanol karışımıdır. Alkol gresi temizleyecek ve su saf alkolde çözünmeyebilecek diğer kontaminasyonlarla ilgilenecektir. Yatağınızın yüzeyine ne kadar dokunduğunuza ve hangi malzeme kombinasyonunu kullandığınıza bağlı olarak, her 5 baskıda bir silme işlemi servis edilebilir kalmalıdır. Ek bir yapışkan kullanıyorsanız, üreticinin talimatlarına göre çıkarın veya yeniden uygulayın.
Baskıların yapışmasını sağlayan diğer kısım, düz, iyi, teknik olarak trammed yatak ve ilk katman için doğru ayarlanmış bir nozzle mesafesidir. Sabit aralıklarla ayarlanması veya kontrol edilmesi gereken bir şey olmadığı için yazı numarası 9'daki yazılarmıza bakacağız. Bir kez ayarladınız ve yalnızca işler ters gitmeye başladığında dokunmanız gerekiyor.
Elektronik
Elektroniklere geçelim. Ana bileşenler, bir güç kaynağı, anakart, Pololu tarzı modüllerin üzerine veya üzerine lehimlenmiş step sürücülerinin yanı sıra LCD ekran veya LCD denetleyici gibi çevre birimleridir. Anakartta ayrıca tüm yazıcıyı yöneten işlemciyi, MOSFET'leri, akımı sıcak ısıtıcıya ve ısıtmalı yatağa geçiren bir mikro denetleyici ve termistörler, step motorlar, ısıtıcılar ve diğer bileşenler için konektörler de bulunur.

Bunlar hareketli parça içermeyen katı hal bileşenleri olduğundan, burada gerçekten hizmet edilecek hiçbir şey yoktur. Ama yine de her seferinde kontrol etmelisiniz belki de 10, 20 makara PCB, bileşenler veya kablolarda ısıdan renk değişikliği olmadığını ve bu vida konektörlerinin hala sıkı olduğunu kontrol etmelisiniz. Bunların başlangıçta nasıl monte edildiğine bağlı olarak, kelepçelediğiniz kablo yerleştikten sonra en az bir kez sıkmak gerekebilir. Kablolama için dikkat etmeniz gereken diğer bir şey, sürtünen veya bir kablonun aynı noktada keskin bir şekilde bükülmeye devam ettiği hiçbir nokta olmamasıdır.
Böylece yazıcının temel bileşenlerini ve bakımını kapsamlı bir şekilde inceledik. Hala asıl baskı ve bununla ilgili tüm özellikler ile ilgili bir terminoloji var, ancak “Dilimleyici temelleri” yazımızdaki kişileri alakalı olacakları gibi ele alacağım.
Son olarak burada, bastıracağınız filament türleri ve ne için kullanıldıkları hakkında hızlı bir genel bakış sunmak istiyorum.
Filament
En yaygın olandan başlayarak, PLA polilaktik asittir ve mısır nişastası veya diğer şeker kaynaklarından yapılır. Düşük eğilme eğilimi ve oda sıcaklığında ortam sıcaklığında yazdırıldığında bile iyi bir tabaka yapışması nedeniyle yazdırılması en kolay malzemedir.
PETG polyester ailesinin bir parçasıdır ve Glikol ile modifiye edilmiş Polietilen Tereftalattır. Glikol onu daha sert, ama daha yumuşak yapar, ancak genel olarak, polyesterler PLA'dan daha sıcaklığa dayanıklıdır. Çoğu yazıcıda yazdırılabilir, ancak ortam sıcaklığı çok düşükse, kıvrılmaya ve çatlamaya başlayabilir. Ayrıca, PEI film ve düz cam yatak yüzeylerine çok iyi yapışır ve baskıları çıkarırken parçaları kolayca çıkarır. Öte yandan, polyesterlere güvenilir bir şekilde yapışmak için boya veya yapıştırıcı gibi şeyler almak biraz zor olabilir. Süslü marka isimleri ile gelen birçok malzeme polyesterlere dayanıyor, bu yüzden PETG'lere benzer olacaklar.
Stiren bazlı filament ailesi ABS, ASA ve HIPS'i içerir, bunlar Akrilonitril bütadien stiren, Akrilonitril stiren akrilat ve Yüksek Etkili Polistirendir. Oldukça benzer malzemelerdir, hepsi en iyi sonuçlar için bir yazıcı muhafazası ve iyi sıcaklık direnci sağlayan bitmiş parçalar gerektirir. Buna karşılık, oldukça yüksek baskı sıcaklıkları gerektirirler, bu nedenle astarlı hotend'li yazıcılar bunları yazdırmak için en iyi seçim değildir.
PC, polikarbonat inanılmaz derecede güçlü bir plastiktir ve mükemmel sıcaklık direncine sahiptir, ancak stiren malzemeler gibi, güvenilir bir şekilde yazdırmak için bir muhafaza veya yükseltilmiş bir oda sıcaklığı ve tamamen metal bir sıcaklığa ihtiyaç duyar.
Naylon markası olarak da bilinen poliamidler çok çeşitli özelliklere sahiptir. Genel olarak çok sert ve dayanıklıdırlar, ancak yazdırmak ve bir yazıcının yatağına yapışmak zor olabilir. Ayrıca yaygın malzemelerle boyamak veya yapıştırmak neredeyse imkansızdır.
TPU veya TPE olarak da kısaltılmış esnek filamentler, gelebilecekleri çok çeşitli özelliklere sahiptir. Genellikle bir yatağın yüzeyine veya diğer malzemelere çok iyi yapışırlar, ancak yumuşak oldukları için bir bowden kurulumunda baskı yapmak zor olabilirler.
Ve son olarak, suda çözünür PVA ailesi, polivinil alkol ve BVOH gibi benzer malzemeler var. Çoğunlukla baskıda çözülebilir destek malzemesi için kullanılırlar, ancak örneğin yağmurda çözünen bir baskıya ihtiyacınız varsa, bunlar da bunun için yararlı olabilir.
Daha yakın zamanda PP, Polipropilen de popülerlik kazanmıştır. PETG'ye benzer birçok yönden, ancak mekanik olarak çok sert bir malzemedir.
Pekâlâ, bu size bu makinelerin parçalarını tanımlayan süslü terimlerin ne olduğu hakkında iyi bir genel bakış sunmalı ve bu makinelerin her zaman ne tür TLC'ye ihtiyaç duyduğuna dair bir astar vermelidir. Yalnızca birden fazla yazıcı modeli bulunduğundan, bu bakım işlerinden bazılarının ve bulduğum aralıkların tam makineniz için farklı olabileceğini lütfen unutmayın. Sadece tercihen bu talimatlara bağlı kalman gerektiğini söyledim. Bundan sorumlu olmak istemiyorum. Ve elbette sağduyunuzu kullanın. Bir şeyler yanlış görünüyorsa veya garip bir ses çıkarıyorsa, daha da kötüleşmeden düzeltin.
Bu yüzden bu yazıyı tekrar özetlemeyeceğim, her şeyi tekrarlamak zorunda kalacağım, okuduğunuz için teşekkür ederim, abone olduğunuzdan emin olun, okumaya, araştırmaya devam edin ve daha sonra görüşürüz. Happy Printing