3D Baskılı Deforme Olabilen Sensörler
Uyumlu biyomedikal cihazların canlı insan organlarına doğrudan basılabilmesi, 3 boyutlu yazıcının biyolojik yüzeyin çeşitli deformasyonlarına uyum sağlamasını gerektiren hasta izleme ve yara tedavisinde fayda sağlayabilir. Baskı yolunu gerçek zamanlı olarak uyarlamak için hedef yüzeyin hareketini ve deformasyonunu tahmin eden yerinde bir 3D baskı sistemi geliştirildi. Bu baskı sistemiyle, solunumla indüklenen deformasyon altında bir domuz akciğeri üzerine hidrojel bazlı bir sensör basıldı. Sensör, doku yüzeyiyle uyumluydu ve elektriksel empedans tomografisi yoluyla sürekli uzaysal deformasyon haritalaması sağladı. Bu uyarlanabilir 3D baskı yaklaşımı, ek üretim yetenekleriyle robot destekli tıbbi tedavileri geliştirebilir, giyilebilir elektroniklerin ve biyolojik malzemelerin insan vücuduna otonom ve doğrudan yazdırılmasına olanak tanır.
Üç boyutlu (3D) baskı teknolojileri, son birkaç on yılda hızla gelişiyor ve şimdi, robocasting ve inkjet baskı gibi, sert plastiklerin ötesinde çeşitli bir malzeme paletini üç boyutlu olarak iç içe geçirebilen yetenekleri içeriyor. 3D baskılı iletkenler, yarı iletkenler ve biyomalzemeler. İleriye bakıldığında, 3D baskı deri üzerinde ve vücut içinde yumuşak, uyumlu biyomedikal cihazların ve sensörlerin imal edilmesini sağlayarak taşınabilir hasta izleme, yara tedavisi ve organ işlevi büyütmeyi geliştirebilir. Örnek olarak, mekanik ventilasyon altında akciğer deformasyonunun mekansal-zamansal ölçümleri, solunum mekaniği, kronik akciğer hastalıkları tanıları ve akciğer kanseri tedavileri çalışmaları için değerli bilgiler sağlayabilir.
Bu söze rağmen, mevcut 3D baskı teknolojilerinin tıbbi etkisi henüz gelişmeye devam ediyor. Tıbbi uygulamalarda, hedef canlı biyolojik yüzeyler, bu yüzeyler tipik olarak yumuşaktır ve kalıcı hareket ve deformasyona uğrar. Bu zamanla değişen geometri, temelde, önceden belirlenmiş bir tasarımın kalibre edilmiş bir düzlemsel substrat üzerinde çevrimdışı olarak üretildiği ve ardından hedef biyolojik yüzeye aktarıldığı bir açık döngü paradigması üzerine inşa edilmiş mevcut 3D baskı sistemlerinin uygulamalarını sınırlar. Bu, fabrikasyonu uygulanan yüzeye "körleştirerek" bir Procrustean transferine yol açar. Bunun nedeni, belirleyici form faktörlerine sahip fabrikasyon sensörler ile kullanıcıya ve zamana göre değişen çeşitli, benzersiz form faktörlerine sahip hedef yüzeyler arasındaki uyumsuz ara yüzdür. Örneğin, akciğer gibi düzlemsel olmayan, dinamik olarak biçim değiştiren bir organa uygulanamayabilir. Dahası, hidrojel malzemeler gibi kırılgan 3D yapılar, kontaminasyona duyarlı olan manuel işlem, nakliye ve transplantasyon işlemleri sırasında bozulabilir. Ayrıca, manuel transfer süreçleri operasyonel yanlışlıklara ve öngörülemeyen insan hatalarına neden olabilir. Alternatif bir çözüm, sensörleri hedef yüzeye otonom bir şekilde sorunsuz bir şekilde entegre etmek için yerinde 3D baskıdır. Yerinde 3D baskıyı etkinleştirmek için yeni bir işlevsellik gereklidir: biyolojik substratların zamanla değişen geometrik durumlarını gerçek zamanlı olarak algılayarak üretim sürecini dinamik olarak uyarlayabilen kapalı döngü bir yapay zekâ gereklidir. (AI).
Düzensiz bir şekle sahip statik bir hedef yüzey üzerine yerinde 3D baskı yapmak için, yara yataklarında cilt hücrelerinin yerinde yazdırılması için doğru yüzey geometrileri elde etmek için tersine mühendislik prosedürlerinde 3D tarayıcılar kullanılmıştır. Daha yakın zamanlarda, elektronik dövmelerin doğrudan deri üzerinde 3 boyutlu olarak basılması için deforme olmayan bir insan elinin hareketini izleyen gerçek zamanlı bir kapalı döngü sistemi geliştirildi. Ancak bu yaklaşımlar, yumuşak dokular genişleme ve kasılma gibi karmaşık yüzey deformasyonlarına uğradığında uygulanamaz. Yüksek boyutlu deformasyon verilerini sağlam ve kesin bir şekilde izleyebilen hesaplama açısından verimli bir algoritmanın geliştirilmesi gereklidir. Burada, 3D taramaların bir veri setinden öğrenilebilen bir şekil temel modeli kullanarak hedef yüzeyin deformasyon alanını modellemeyi öneriyoruz. Öğrenilen şekil modeliyle, doğru yüzey geometrisi, bir stereo kamera sistemi tarafından izlenen bir dizi referans işaretçisi aracılığıyla 3D olarak kurtarılabilir. Kurtarılan geometri daha sonra 3D baskı takım yolunu gerçek zamanlı olarak dinamik olarak uyarlamak için kullanılır.
Deformasyon ölçümleri için gerinim sensörü, akciğer dokusu yüzeyi ve yerinde 3D baskı işlemi ile uyumlu olmalıdır. Yüzey deformasyonunun uzamsal haritalamasına yönelik geleneksel sensör tasarım stratejileri, minyatür sensör dizilerinin, elektrotların ve entegrasyonun yoğun şekilde paketlenmesine dayanır.
Ölçüm çözünürlüğünü iyileştirmek için yeniden bağlanır. Bu hassasiyet gerektiren yaklaşım, baskı sırasındaki belirsizlikler nedeniyle yerinde 3D baskı ile uyumlu değildir. Alternatif olarak, bir elektrik empedans tomografisi (EIT) sensörü, uzamsal algılamanın çözünürlüğünden ödün vermeden basit bir geometrik tasarıma sahiptir. İletken algılama materyalleri daha önce çok yönlü gerinim haritalama sağlamak için geliştirildiğinden, karbon-elastomer kompozitlere dayanan gerilebilir EIT sensörleri mevcuttur. Yine de, Young'ın bu kompozit modülü, akciğer dokusundan bir kat daha büyüktür.
Alternatif olarak, iyonik hidrojeller, yüksek hızlı yanıtlarla iletkenliği korurken yüksek şeffaflığa ve gerile bilirliğe sahiptir. İyonik hidrojel şeritleri doğrusal gerinim sensörleri olarak kullanılmasına rağmen, sürekli gerilim haritalaması için hidrojel bazlı EIT sensörleri henüz gösterilmemiştir. 2D hacimsel gerilmenin (2D-VS) yerinde uzay-zamansal haritalaması için 3D baskılı giyilebilir sensörleri etkinleştirmek için EIT teknolojisine sahip bir iyonik hidrojel dahil ettik. Yoğun şekilde paketlenmiş ayrı algılama modülleri veya uygun olmayan malzemelerle EIT yaklaşımları ile önceki çalışmayla karşılaştırıldığında, tasarım yaklaşımımız, (i) sensör geometrisinde basitlik, (ii) istenen algılama çözünürlüğü ve (iii) yumuşak dokulara ideal mekanik uyum. Hedef deformasyonun gerçek zamanlı takibi için kapalı döngü 3D baskı sistemini göstermek için, hidrojel bazlı bir EIT gerinim sensörü, deformasyonların yerinde izlenmesi için solunum akciğeri üzerine doğrudan 3D olarak basılmıştır.
Daha önce, çevirme ve döndürme için toplam 6 serbestlik derecesi (DoF) dahil olmak üzere hedef yüzeyin katı cisim hareketlerinin gerçek zamanlı takibini göstermiştik. Bu kapalı döngü stratejisinin, insan elinin arkası gibi yüzey deformasyonları olmadan doğrudan hareket eden nesnelere 3d baskı yapmak için etkili olduğu gösterilmiştir. Ancak, geometrilerini ifade etmek için daha yüksek DoF gerektiren dinamik olarak biçim değiştiren yüzeyler için geçerli değildir. Burada, zamanla değişen 3D geometriyi izlemek için 3D yazıcı ile görsel bir algılama sistemini entegre ederek deforme olabilen bir akciğer üzerinde bir EIT gerinim sensörü üretmek için önceden bildirilmemiş bir baskı prosedürü öneriyoruz.
Hedef yüzeyin zamanla değişen 3D geometrisini gerçek zamanlı olarak kurtarmak için bir stereo kamera sistemi kullanılabilir. Bununla birlikte, mevcut stereo yeniden yapılandırma algoritmalarının doğrudan uygulanması, dağıtım nozzle nın çarpışmasına neden olacak sonuçta ortaya çıkan hataları en aza indirgemek için (i) milimetre veya milimetre altı düzeyinde hassasiyet olan kapalı döngü yerinde 3D baskı için istenen özellikleri karşılamayacaktır. Dokuyu azaltın ve 3d baskı kalitesini azaltın veya dokuya zarar verin, (ii) kısıtlı baskı çalışma alanına bağlı olarak kısa algılama aralığı (~ 0,1 m) ve (iii) yüksek yeniden yapılandırma hızı (> 5 Hz), izleme hatalarını en aza indirmek için dinlenme sırasında yetişkin solunum hızı (~ 12 ila 20 nefes / dakika). Stereo yeniden yapılandırma, bir görüntüdeki bir arama satırı boyunca kapsamlı yama eşleşmesini içerir ve bu da hesaplama gecikmesine neden olur. Burada tanımladığımız yeniden yapılandırma oranının yalnızca her bir şeklin geometrisinin yeniden yapılandırılması için değil, aynı zamanda şeklin nasıl geliştiğini (örneğin, deformasyon sırasında özellik noktalarının uzamsal kayması) temsil etmek için bir zaman serisi şekiller arasında uygunluk bilgisi sağlaması gerektiğini unutmayın.
Yoğun geometriyi doğrudan yeniden yapılandırmak için stereo kameralar kullanmak yerine iki aşamalı bir prosedür kullandık: (i) Sonraki çevrimiçi için hesaplama karmaşıklığını azaltmak için ilk önce önceden taranmış bir veri kümesinden çevrimdışı olarak yüzey geometrisinin düşük boyutlu parametrik modelini öğrendik süreç; (ii) daha sonra, stereo kamera tarafından gerçek zamanlı olarak ölçülen seyrek bir referans işaretçi setini kullanarak çevrimdışı öğrenilen modeldeki parametreleri tahmin ederek, uyumlu baskı yolu geometrisini çevrimiçi olarak kurtardık.
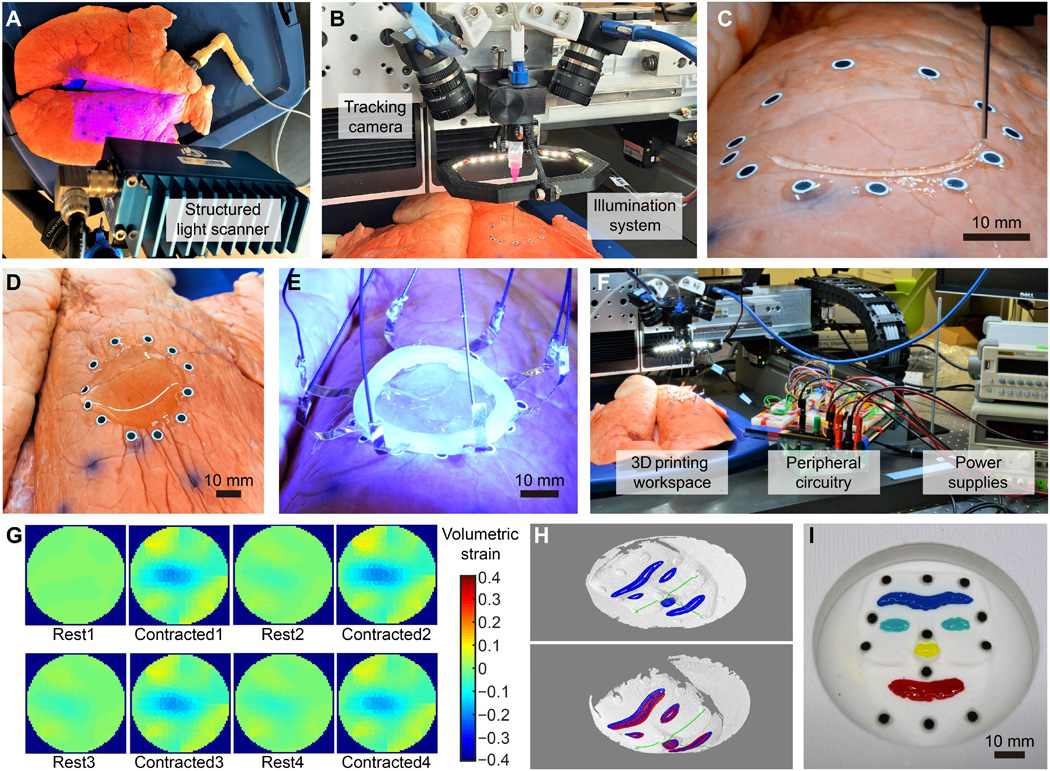
Çevrimdışı öğrenme için, milimetre altı düzeyinde doğruluk ve çözünürlüğe sahip yapısal hafif bir 3D tarayıcı kullandık. Deforme olmuş akciğerin referans belirteçleri ile çok sayıda yüksek kaliteli 3D taraması, 3D tarayıcı tarafından elde edildi (Şekil 1A). 3D taramalar temelinde, veri örnekleri arasında noktasal karşılık gelen nokta bulutlarından oluşan bir eğitim veri seti oluşturduk ve yüzey deformasyonunun doğrusal şekil temel modelini öğrenmek için bir makine öğrenimi algoritması kullandık. Çevrimiçi izleme için, yüksek örnekleme oranına (maksimum 149 Hz) ve ayarlanabilir odaklara (~ 0.1 m) sahip bir çift senkronize makine görüş kamerasından oluşan stereo kamera sistemi, referans işaretlerini 3D olarak izledi (Şekil 1B). İşaretleyici konumları, öğrenilen deformasyon modeline dayalı olarak şekil deformasyonunun tam olarak geri kazanılmasına izin verdi. Bu yeniden yapılandırma, gerçek zamanlı olarak solunum yapan bir akciğerde uyarlanabilir baskı için uygun takım yolunu tahmin etmek için bir girdi olarak kullanıldı (Şekil 1C). Yazdırılan EIT gerinim sensörü, deformasyona uygundur. Akciğerin iyonu ve akciğer deformasyonunun yerinde uzay-zamansal haritalandırmasını sağlayabilir (Şekil 1D).
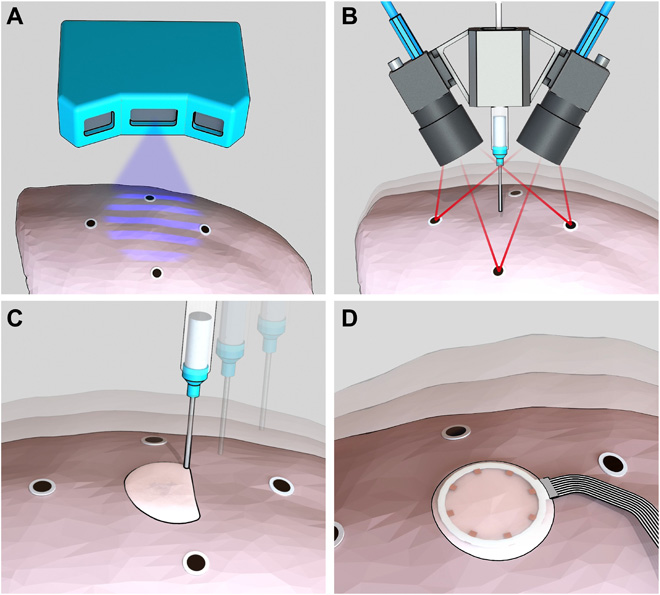
Şekil 1 Solunum akciğerinde EIT sensörünün yerinde 3D baskı işlemi.
(A) Akciğer yüzeyinin 3D taramasının şematik görüntüleri, (B) solunum akciğerinin gerçek zamanlı takibi, (C) hidrojel mürekkebin solunum akciğerindeki uyarlamalı 3d baskısı ve (D) akciğer deformasyonunun yerinde izlenmesi ile EIT sensörü.
Burada, ıslak anatomik yüzeyler için tipik olan seyrek özelliklere ve speküler yansımaya sahip dokusuz yüzeyleri veya yüzeyleri izlemek için sağlamlığı ve doğruluğu artırmak için referans işaretleme sistemini benimsedik. Bu tür deforme olabilen yüzeylerin işaretsiz bir sistemle gerçek zamanlı takibi, bilgisayarla görme ve tıbbi görüntülemede açık bir araştırma alanı olmaya devam etmektedir. 3D yüzey izleme sistemimizin gelecekteki iyileştirmeleri için, işaretsiz izlemeyi etkinleştirmek için derin öğrenmeye ve paralel hesaplamaya dayalı veriye dayalı yoğun izleme yaklaşımlarından yararlanılabilir.
Çevrimdışı şekil öğrenmede, hedef yüzey deformasyonunun neden olduğu 3d baskı takım yolunun 3D yer değiştirmesi, referans işaretleyicilerin hareketine göre modellenmiştir. Bu, çevrimiçi izleme sırasında stereo kameralar tarafından izlenen işaret konumlarına göre baskı yolunun dinamik şekil ayarlamasına izin verdi. Deforme olabilen baskı yolu, 12 referans noktası işaretçisi ve 3968 baskı yolu yol noktası kullanılarak 3D olarak temsil edildi. Spesifik olarak, işaretçi konumları, taranan doku görüntüsündeki 2D işaretleyici özellikleri tespit edilerek ve ardından nokta bulutunda karşılık gelen 3D konumlarını belirleyerek nokta bulutundan çıkarıldı. Konformal takım yolu üzerindeki yol noktaları, sensör modeli için takım yolunun düzlemsel bir tasarımını akciğer yüzeyinin 3D taranmış her nokta bulutuna yansıtarak hesaplanmıştır (Şekil 2A). Tüm taramalar arasında geçiş noktası uygunluğunu elde etmek için düzlemsel baskı yolunun projeksiyonundan önce, planlanan takım yolunun sensörün boyutundaki fiziksel büyümeyi yansıtabileceği şekilde düzlemsel baskı yolunun (Şekil S1, A'dan E'ye) şekil düzeltmesi yapıldı. Yüzey genişlediğinde ve yüzey büzüldüğünde sensörün boyutunda küçülme (Ek 1). Planar baskı yolu modelindeki (toplam uzunluğu 2010 mm olan) bitişik yol noktaları arasındaki mesafe, deforme olabilir yüzeyin ayrıntılı şeklini projeksiyondan sonra yüksek doğrulukla çoğaltmak için 0,5 mm olarak ayarlandı. Deformasyon eğitimi veri setini noktasal yazışmalarla oluşturmaya yönelik bu yaklaşım, 3D tarayıcıdan orijinal ham nokta bulutu verilerinin boyutunu (105 ölçeğinde her taramadaki 3D nokta sayısı ile) aşağıdakilerden oluşan daha düşük boyutlu bir biçime etkili bir şekilde düşürdü. Yalnızca 3d baskı takım yolundaki işaretçi konumları ve 3D yol noktaları mevcuttur. (Her eğitim verisi örneğinde 3980 3D nokta).
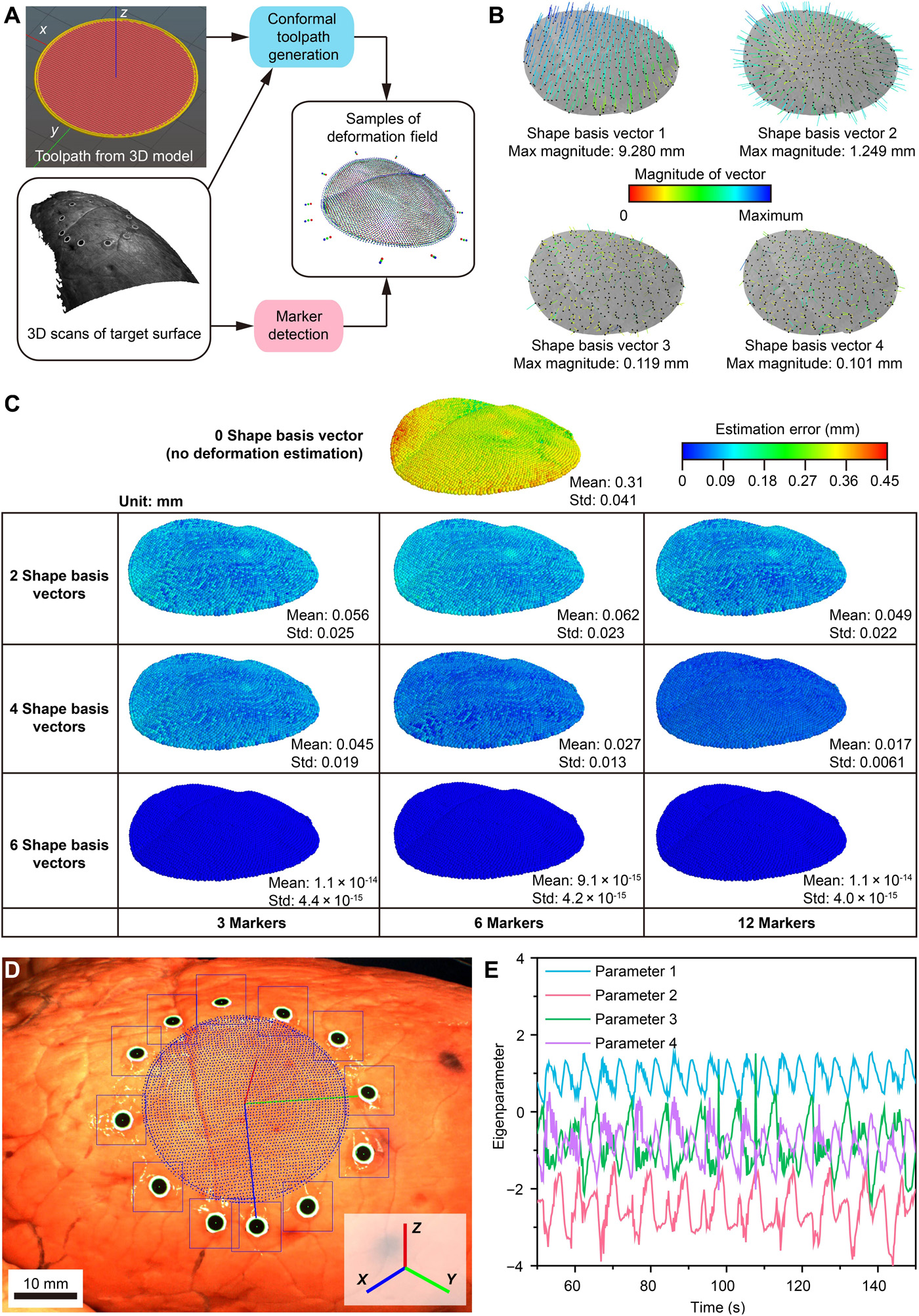
Şekil 2 Deformasyon tahmini için kapalı döngü AI.
(A) 3D taramalardan uyumlu baskı yollarının hesaplanması. (B) PCA analizinde en büyük dört öz değeri olan temel vektörleri şekillendirin. Her SBV, temel şekilden (gri renkte) kaynaklanan yol noktası yer değiştirmesinin bir 3D vektör alanı (büyüklük ile kodlanmış) ile temsil edilir. Yol noktalarının yoğunluğu 11 faktörü ile aşağı örneklenir. Maksimum büyüklüklerin değerleri, tek tip ölçek altında nicel karşılaştırma için karşılık gelen özdeğerin karekökü ile normalleştirilir. Görselleştirilmiş vektör alanları, her bir alt grafiğe sığacak şekilde ölçeklenir. (C) 3D taramalar ile iki, dört ve altı SBV ve 3, 6 ve 12 markör temelinde yeniden yapılandırılan tahmini şekiller arasındaki konum hataları (normlar biçiminde). (D) Dairesel işaretleyicilerin gerçek zamanlı algılamasını gösteren izleme kamerasından anlık görüntü (dinamik arama pencereleri olarak mavi kareler, dairesel işaretlerin çevresi olarak yeşil konturlar ve tespit edilen dairelerin merkezleri olarak yeşil noktalar) , tahmini akciğer pozu (sırasıyla mavi, yeşil ve kırmızı X, Y ve Z eksenleri) ve konformal baskı yolu boyunca geçiş noktaları (mavi noktalar) nozzleın ucu tarafından takip edilecek. Fotoğraf kredisi: Z.Z., Minnesota Üniversitesi. (E) Solunum yapan bir akciğerden toplanan dört yerleştirilmiş deformasyon parametresinin zaman serisi.
İşaretçi konumlarının yedi nokta bulutundan ve öngörülen takım yolu yol noktalarından oluşan şekil verilerine dayanarak, temel bileşenler analizini (PCA) (Ek 2) kullanarak doğrusal şekil temel modelini hesapladık. Bu PCA'nın çıktıları, deformasyon alanının alanını kaplayan altı ortonormal şekil temel vektörü (SBV'ler) ve azalan sırada sıralanmış karşılık gelen altı özdeğerdi (Şekil S1F ve Şekil 2B).
Deformasyon modelinde farklı sayıda SBV ve işaret almanın şekil rekonstrüksiyonunun doğruluğu üzerindeki etkisini inceledik ve şekil rekonstrüksiyonu için en büyük dört özdeğer ve 12 markörün hepsine sahip SBV'lerin seçilmesinin, tahmin hata oranında önemli bir azalma ile sonuçlandığını bulundu. Katı cisim yaklaşımı ile karşılaştırılmıştır (Şekil 2C ve şekil S1G). Deformasyon modeline altı SBV'nin de dahil edilmesi, eğitim verilerindeki tahmin hatasını daha da azaltabilir. Bununla birlikte, ortaya çıkan doğruluk, 3D baskı platformları için gerçekçi değildir. Bu, daha küçük özdeğerlere sahip gürültülü deformasyon modları dikkate alınarak aşırı uyum sorunlarına neden olabilir. Burada incelenen şekil tahmin hatasının yalnızca bir yazdırma hatası kaynağı olduğunu unutmayın. Diğer hata kaynakları, aşağıdaki çevrimiçi izleme aşamasında veri örnekleme, hesaplama ve iletişimin neden olduğu zaman gecikmelerini içerir (tablo S1).
Gerçek zamanlı algılama işlemi için ekstrüzyon kafasına iki makine görüş kamerası (FLIR Sistemleri) monte edildi. El-göz kalibrasyonu ilk olarak kamera ile 3D yazıcı koordinat sistemleri arasındaki dönüşümü belirlemek için yapıldı. Gerçek zamanlı izleme sırasında, akciğer yüzeyindeki dairesel işaretler, çift kamera sisteminden her bir eşzamanlı görüntü çiftinde tespit edildi ve işaretleyicilerin 3D koordinatlarını stereo üçgenleme yoluyla hesaplamak için kullanıldı (Şekil 2D ve film S1). Markör konumlarına ve dört SBV'li deformasyon modeline dayanarak, en küçük kareler regresyonu kullanılarak dört karşılık gelen deformasyon parametresi gerçek zamanlı olarak yerleştirildi. Zaman serisi parametreler, solunum sırasında akciğer deformasyonunun yarı döngüsel modellerini yansıtabilir (Şekil 2E) ve katı cisim hareketinin bir kombinasyonu olarak hedef dinamiklere uyarlanan zamanla değişen uyumlu araç yolunu tahmin etmek için (yaklaşık temel şeklin şablonundan) ve şekil deformasyonundan kullanılmıştır (S2 ve S3 filmleri). Kamera görüş alanından çıkma veya kapanma nedeniyle 12 işaretleyicinin tümünün her iki kamera tarafından algılanamadığı durumlar olsa da toplam işaretçi sayısındaki fazlalık, en az sekiz saptanabilir işaretleyici ile sağlam ve hassas izlemeyi garanti etti. Uyarlanabilir baskı yolu, el-göz kalibrasyon sonuçlarına dayalı olarak 3D yazıcı koordinat sistemine dönüştürüldükten sonra, ekstrüzyon nozzleı, kullanıcı tarafından belirlenen baskı hızı profillerini ve mevcut her zaman adımında zaman serilerinin enterpolasyonuna göre yeniden örneklenen yol noktalarını takip etti. EIT sensör modelinin yerinde 3D baskısı için uyarlanabilir yazdırma komutları, yaklaşık 15 ila 29 Hz yenileme hızında güncellendi.
Bu deformasyon tahmininin, mürekkep viskozitesi ve iç çapına göre belirlenen ± 0,8 mm hata toleransı (zaman gecikmesinden ve şekil modellemesinden gelen hataları birleştirerek) ile istenen bir baskı kalitesini elde etmek için gerekli olduğuna dikkat edin. Ekstrüzyon nozzleı (0,61 mm). Deformasyon tahmininin dahil edilmesi, şekil modellemesinin ortalama hatasını 0,3 mm'den (deformasyon tahmini yok) 0,02 mm'nin altına düşürdü (Şekil 2C). Bu hata azalması, ~ 60 ms'lik bir zaman gecikmesi ve ~ 10 mm / s'lik bir nokta hızı temelinde hesaplanan ~ 0.6 mm'lik büyük bir zaman gecikme hatası altında toplam hatanın ± 0.8 mm tolerans dahilinde olmasına izin verdi. Akciğer deformasyonu.
Mükemmel gerilebilirlik, şeffaflık ve iletkenliğin yakınsaması, iyonik hidrojelleri EIT ile büyük gerilim algılaması için ideal adaylar haline getirir. Geçici uyarma altında doğrusal olmayan, geri döndürülemez iletkenlik tepkileri sergileyen, karbon gömülü elastomerler gibi opak dolgu matrisli kompozitlerin aksine, iyonik hidrojellerin iletkenliğinin gerilmeden bağımsız olduğu gösterilmiştir. Sonuç olarak, malzeme iletkenliği sabit kabul edilebilir, öyle ki gerinim altında malzeme direncinin değişimi yalnızca bir geometrik faktör tarafından belirlenir. Bu algılama mekanizması, malzeme iletkenliğindeki doğrusal olmayanlıkları telafi etmek için karmaşık algoritmalar gerektirmeden tekrarlanabilir ve kararlı gerilim okuması için basit ve sağlam bir hesaplama modeli sağlar.
Hidrojel mürekkep tasarımımızda, dehidrasyonu önleyen hidroskopik özelliğinden dolayı iyon iletimi için lityum klorür (LiCl) kullanıldı. İyonik hidrojelde matris olarak gerilebilir ve ultraviyole (UV) ile kürlenebilen bir polimer olan poliakrilamid (PAM) seçildi. Hidrojel öncüsündeki monomer, polimer ve çapraz bağlayıcının karışım oranı, 3D baskı işleminde istenen basılabilirlik ve esneklik için optimize edildi. Nihai mürekkep tasarımında, viskozite 0.1 s-1 kayma hızının (Şekil S2, A ve B) üzerine azalan viskozite ile kayma incelmesi davranışı gözlendi. Bu düşük viskozite, mürekkebin pnömatik basınç altında baskı nozülünden düzgün bir şekilde çıkmasını sağladı. Ek olarak, depolama modülündeki (G) ve kayıp modülündeki (G ″) verim kesme gerilmesinin (~ 60 Pa) ötesinde azalmalar, mürekkep ekstrüzyonunun kontrol edilebilirliğini geliştirdi (Şekil S2C). G ′ ve G ″ ca'da sabit kalır. Sırasıyla 67 ve 49 Pa, kesme gerilimi akma noktasının altında olduğunda, bu da basılı yapının şeklinin korunmasını kolaylaştırır.
UV ışığı kullanılarak çapraz bağlanmanın ardından, hidrojel mürekkep doku benzeri gerilebilirlik uyumu gösterdi. Tek eksenli çekme testi sonuçlarına göre (şekil S3, A - D). Bu, aynı sıradaki hidrojelin depolama modülü (E ′) ve kayıp modülü (E ″) ile istirahatte yetişkin solunumunun frekans aralığındaki (~ 12 ila 20 nefes / dakika) dinamik mekanik karakterizasyonlarla da desteklenmiştir. akciğer dokusuna göre büyüklük (Şekil S3, E ve F). Modüllerin eşleştirilmesi de 2 Hz'ye doğru yüksek frekanslarda tutulur (şekil S3, G ve H), böylece bu hidrojel bazlı sensörün çalışma koşullarını daha geniş bir solunum hızları aralığına genişletir, örneğin akut solunum sıkıntısı olan hastalar için.
EIT sensörü, algılama katmanı olarak sürekli ince bir hidrojel katmanından ve sınırlarda çok sayıda bakır elektrottan oluşur (Şekil 3A). Deformasyon algılama için önemli bir zorluk, akciğer genişlemesi ve büzülmesinin neden olduğu büyük deformasyonlar altında stabil hidrojel-elektrot arayüzlerini korumaktır. Burada, bakır elektrotları hidrojel ile kimyasal bağlar oluşturabilecek yumuşak bir silikon halka (Ecoflex 00-30, Smooth-On Inc.) içine yerleştirerek bu sorunu giderdik (Şekil S4). Spesifik olarak silikon yüzey, UV ışığına maruz kaldığında hidrojeldeki akrilamid ile reaksiyona girebilen radikal bölgeler oluşturan benzofenon foto başlatıcı (BP) uygulamasıyla aktive edildi. Silikon elastomer, hidrojel malzemeden daha sert olmasına rağmen (şekil S3, D ila H), sensörün gerilebilirliği ve mekanik uyum üzerindeki sonuçta ortaya çıkan kısıtlamalar, yüksek en-boy oranına sahip halka geometrisinin esnekliği nedeniyle sınırlıydı (~ 1- mm kalınlık, 33 mm iç çap ve 38 mm dış çap).
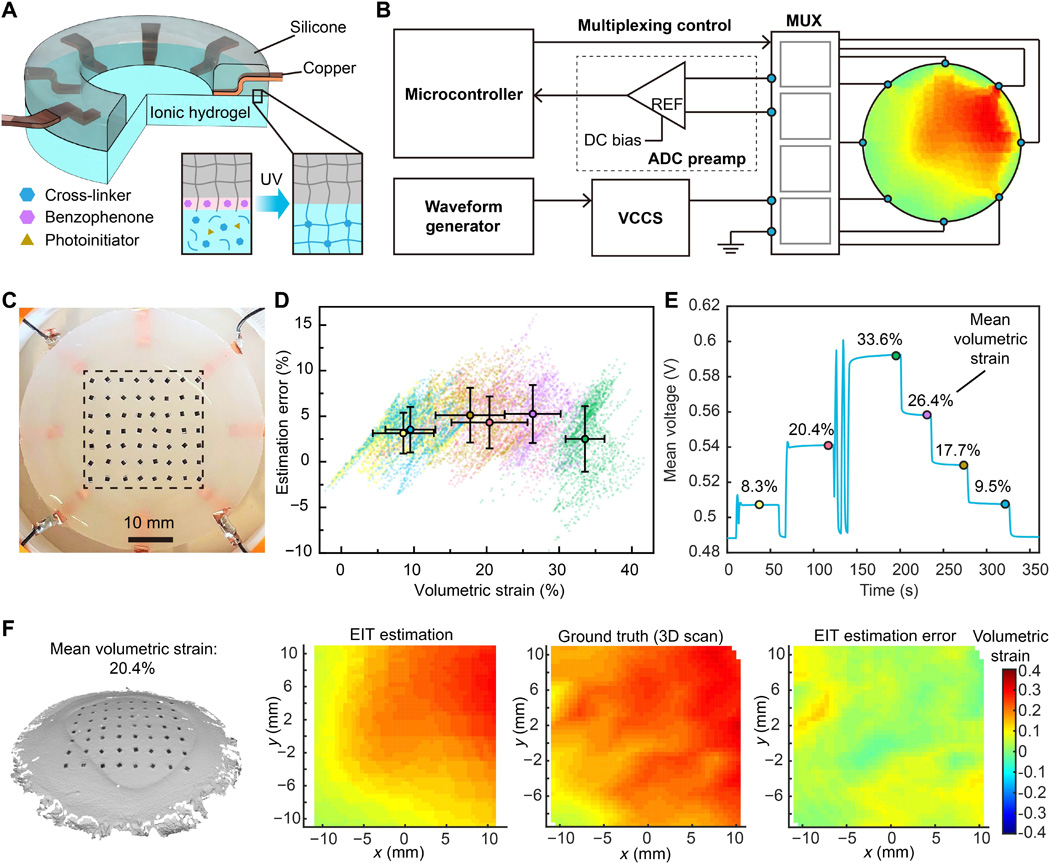
Şekil 3 EIT deforme olabilen sensörün tasarımı ve karakterizasyonu.
(A) Hidrojel bazlı EIT sensörünün katmanlı tasarımının şematik görüntüsü, UV ışığına maruz kalma altında BP ile muamele edildiğinde silikon-hidrojel arayüzünün oluşumunun yakınlaştırılmış görüntüsünü gösteren ek resim. (B) Sekiz elektrotlu EIT sistemi için çevresel işletim devresinin şematik görüntüsü. MUX, çoğullama; DC, doğru akım. (C) Deformasyon doğrulaması için işaretçilerle birlikte EIT sensörünün fotoğrafı. Siyah kesikli çizgi içinde yer alan dikdörtgen bölge, hata karakterizasyonu için ROI'yi gösterir. Fotoğraf kredisi: Z.Z., Minnesota Üniversitesi. (D) Altı deformasyon durumundan toplanan tüm veri noktaları için 2D-VS'nin bir fonksiyonu olarak tahmin hatası. Veri noktaları, farklı deformasyon durumlarına karşılık gelen farklı renklerle nokta bulutları biçiminde görselleştirilir. Siyah kenarlıklı renkli noktalar ve ayrıca yatay ve dikey hata çubukları, her deformasyon durumu için ortalama değerleri ve SD'leri gösterir (n = 1843). (E) Zamanın bir fonksiyonu olarak tüm elektrot çiftlerinden ortalama voltaj ölçümü, siyah kenarlıklı renkli noktalar (D) 'deki nokta bulutlarına karşılık gelen altı deformasyon durumunu gösterir. (F)% 20,4 ortalama 2D-VS ile deformasyona uğrayan EIT sensöründe yüzeyin 3D taraması ve buna karşılık gelen EIT tahmini, 3D taramadan temel doğruluk ve ROI içindeki 2D-VS dağılımının EIT tahmin hatası (soldan sağa).
EIT sensörünün çevresel çalışma devresi, ölçüm kontrolü ve veri toplama için bir mikrodenetleyici (Teensy 3.6), bir dalga formu üreteci (Rigol DG1022) ve bir güç kaynağı olarak voltaj kontrollü bir akım kaynağı (VCCS), gürültü için bir ADC ön yükselticisinden oluşuyordu. Akım kaynağı ve voltaj ölçümleri için elektrotların anahtarlanması için filtreleme ve giriş / çıkış çoklayıcıları (Şekil 3D ve Şekil S5). Hidrojel tabakası içindeki tabaka iletkenliğinin uzamsal dağılımı, akım kaynağı ve voltaj ölçümü için farklı elektrot çiftleriyle ardışık dört noktalı empedans ölçümleri ile haritalandı. İyonik iletim için elektrolit olarak iyonik hidrojeller kullanıldı. Elektrot / hidrojel elektrolit arayüzünde bir voltaj potansiyelinin uygulanması üzerine, elektrot ile hidrojel arasındaki arayüzde, iletken algılama katmanı ile seri olarak bir kapasitör ile eşdeğer olan bir elektriksel çift katman oluşturulmuştur. Böylece, elektrokimyasal reaksiyondan kaçınmak ve kondansatör empedansının etkisini ortadan kaldırmak için düşük genlikli (1 mA'dan küçük) bir alternatif akım (AC) kaynağı uygulanmıştır. Sıvı ve katı elektrolitlerde iyonik iletim için AC kaynaklarıyla elektriksel empedansı ölçmek için benzer yöntemler kullanılmıştır. İletken tabakanın iletkenliği (~ 20 S / m) akciğer dokusundan (43) bir kat daha yüksek olduğundan, dokuya akım sızıntısı düşük akım seviyeleri uygulandığında önemli değildi ve organ üzerinde ihmal edilebilir bir etkiye sahipti. Davranış ve ölçüm sonuçları.
Algılama katmanı içindeki levha iletkenliğinin dağılımı, elektrotlardan alınan empedans ölçümlerine dayanan bir sonlu eleman modelinin ters problemi çözülerek hesaplanmıştır. Sonlu elemdeki üçgen ağın boyutu modeli yaklaşık 1,4 mm kenar uzunluğundadır, bu da bilgisayarlı tomografi (BT) taramalarına dayalı akciğer şekli rekonstrüksiyonunu içeren literatürdekilerle karşılaştırılabilir bir uzaysal çözünürlükle sonuçlanır. Gerinim haritası daha sonra levha iletkenliği ile 2D-VS arasındaki korelasyon temelinde tahmin edildi.
σt − σ0σ0 = (1 + εA) −1−1
Burada, σ0 ve σt, deformasyondan önce ve sonra sonsuz küçük bir bölgenin yerel tabaka iletkenlikleridir. εA, A = (At - A0) / A0 ile tanımlanan 2D-VS'dir; A0 ve At, sırasıyla deformasyondan önce ve sonra sonsuz küçük bölgenin yüzey alanlarını belirtir. Poisson'ın PAM bazlı hidrojel oranı 0,5'e (47) yakın olduğu için, bu tahmin modelinde (Ek 3) iletken katman sıkıştırılamaz bir malzeme olarak tahmin edilmiştir.
Bu modeli sekiz elektrotun EIT konfigürasyonu ve dairesel algılama bölgesi ile doğrulamak için, EIT gerinim haritalama sonuçlarını özel olarak oluşturulmuş bir test yatağındaki temel gerçekle karşılaştırdık. Test yatağı, kendisine yapışan yumuşak bir EIT sensörüne sahip kauçuk bir membrandan ve membranın genişlemesini ve büzülmesini kontrol eden bir pnömatik sistemden oluşuyordu (Şekil S6, A ila C). Gerçek zamanlı olarak 2.5 Hz frekansta yenilenen gerinim haritasının (şekil S6D) bir tam tahmini için bitişik elektrot çiftlerinden kırk ölçüm alınmıştır (film S4). 2D-VS'nin kesin referans dağılımı, bir 3D tarayıcı ile EIT sensörünün yüzeyine tutturulmuş işaretleyicilerin hareketleri izlenerek elde edildi (Şekil 3C). Farklı yüzey deformasyon seviyeleri altında gerinim haritalama hatalarını karakterize etmek için, altı örneklenmiş şekilde (Şekil 3, D ve E) 3,54 ila% 41,6 arasında değişen uzay-zamansal sensör yanıtlarının yanı sıra karşılık gelen yer gerçeği 2D-VS kaydettik. Bu 2D-VS aralığı, insan deneklerden toplanan akciğer deformasyon aralığı ile aynı ölçektir (48). Tahmin hatası, EIT kestiriminin her bir örneklenmiş şekildeki gerinim haritasının temel gerçeğinden çıkarılmasıyla hesaplanmıştır (Şekil 3F ve Şekil S7). Karakterizasyon sonuçlarına göre, ortalama tahmin hatası, % 5,25'lik maksimum ortalama hata ile gerilim seviyesinden bağımsızdı. Hesaplanan göreceli gerinim tahmini hatası, test edilen en büyük ortalama 2D-VS (%33,55) altında% 6.72 idi. Bu, sonlu elemanlar yöntemi ve B-spline yöntemi kullanan CT tabanlı yeniden yapılandırma yaklaşımlarındaki benzer gerinim seviyeleri altındaki sonuçlarla karşılaştırılabilir. Bu EIT tabanlı algılama yaklaşımı, akciğer deformasyonunun doğrudan, lokalize ölçümü için alternatif bir yöntem sağlar ve tıbbi uygulamalarda CT taraması gibi invazif olmayan yaklaşımları tamamlayabilir. EIT tahmin doğruluğu, (i) fabrikasyon sensör ile EIT hesaplama modeli arasındaki geometrik farklılığı en aza indirmek için baskı doğruluğunu optimize ederek, (ii) tersi için hesaplama hatasını azaltmak için daha fazla sayıda voltaj ölçümü için elektrot sayısını artırarak daha da iyileştirilebilir. Kötü durumdaki EIT sorununun çözülmesi ve (iii) sinyal işleme aşamasında gürültüleri ve bozuklukları telafi etmek için mevcut kaynak sağlama ve voltaj ölçüm sistemlerinin sağlamlığının iyileştirilmesi.
Solunum kaynaklı deformasyona uğrayan bir domuz akciğeri (BioQuest) üzerinde doğrudan EIT gerinim sensörünü imal ederek yapay zekâ destekli 3D baskı sisteminin yerinde 3D baskı kabiliyetini gösterdik. İlk olarak, beyaz bir arka plan üzerinde siyah dairesel noktalara sahip zamansal izleme işaretleri, bilgisayarla görme temelli izleme için sağlam özellikler olarak hizmet etmek üzere biyouyumlu yapıştırıcılar (Skin Tite, Smooth-On) aracılığıyla akciğer yüzeyine yapıştırıldı. Domuz akciğerinin deformasyonunu in vitro olarak simüle etmek için, trakea, alveollere kontrollü bir şekilde hava beslemesi için bir bilgisayar tarafından programlanan bir dijital pnömatik regülatörün (Nordson EFD) çıkışına bağlandı. Sağlanan her basınç seviyesi, bir solunum durumuna ve akciğerde karşılık gelen bir şekil deformasyonuna neden oldu. Her deformasyon durumu altındaki yüzey geometrisi daha sonra, deformasyon modelini öğrenmek için makine öğrenimi algoritması için veri setini oluşturmak üzere yapılandırılmış bir ışık tarayıcı (HDI 109, LMI Technologies) tarafından örneklendi (Şekil 4A).
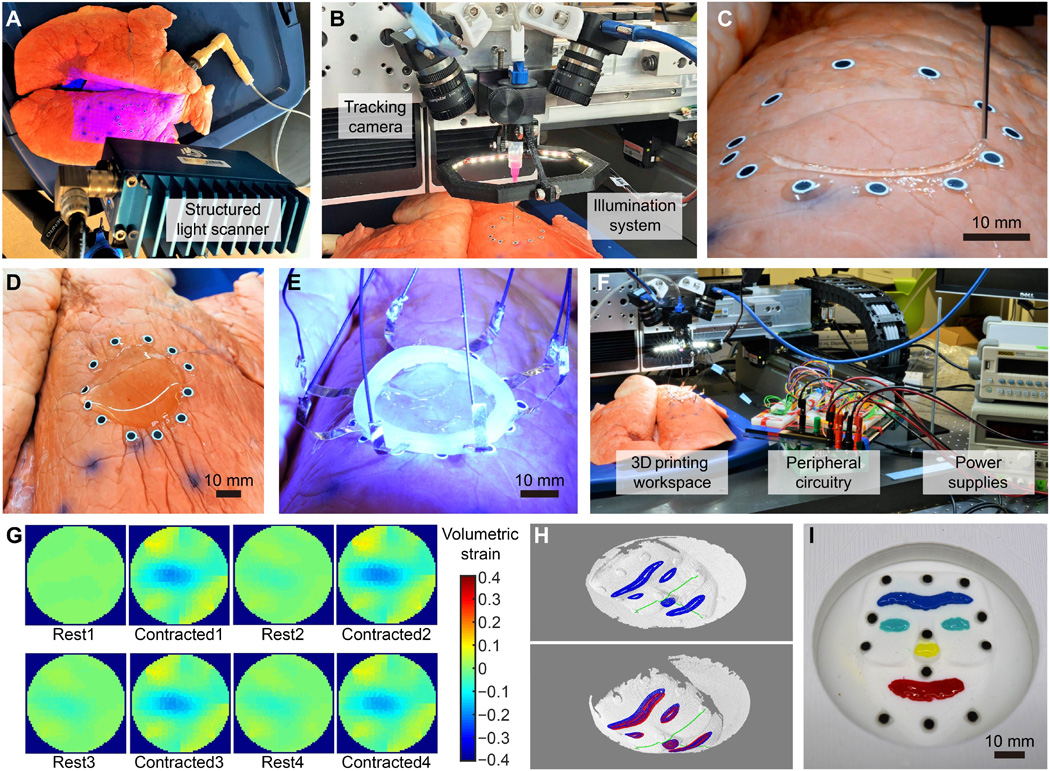
Şekil 4 Deformasyonun yerinde izlenmesi için bir domuz akciğeri üzerine 3D baskı ve deforme olabilen bir fantom yüz üzerinde 3D baskı.
(A) Yapılandırılmış bir ışık 3D tarayıcı ile domuz akciğerinin 3D taraması. Fotoğraf kredisi: Z.Z., Minnesota Üniversitesi. (B) Özel yapım 3D baskı portal sisteminin fotoğrafı. Fotoğraf kredisi: Z.Z., Minnesota Üniversitesi. (C) Bir domuz akciğerinde hidrojel mürekkebin yerinde 3D baskısının fotoğrafı. Fotoğraf kredisi: Z.Z., Minnesota Üniversitesi. (D) 3D baskılı dairesel hidrojel tabakasının fotoğrafı. Fotoğraf kredisi: Z.Z., Minnesota Üniversitesi. (E) Hidrojel tabakasının silikon halka ve gömülü elektrotlarla UV ışıkla sertleştirilmesi. Fotoğraf kredisi: Z.Z., Minnesota Üniversitesi. (F) Pbasılı EIT sensörü ile akciğer deformasyonunun yerinde izlenmesi için donanım kurulumunun hotografı. Fotoğraf kredisi: Z.Z., Minnesota Üniversitesi. (G) Döngüsel kasılma geçiren bir domuz akciğerinde ROI içindeki 2D-VS'nin uzay-zamansal haritalama sonuçları. (H) Taban şeklinin (üstte) 3D taramasında takım yolunun (mavi) projeksiyonu ve deforme olmuş bir şeklin 3D taramasında şekil düzeltmesi (mavi) ve (kırmızı) olmadan takım yolunun projeksiyonu hayalet yüz (alt). Üç referans ekseni (yeşil), şekil düzeltme için yüzey genişleme oranını tahmin etmek için kullanıldı. (I) Çok renkli silikon mürekkeplerle hayalet yüzdeki 3D baskılı kaş, göz, burun ve ağız fotoğrafı. Fotoğraf kredisi: Z.Z., Minnesota Üniversitesi.
Özel olarak oluşturulmuş baskı platformu, mikrometre düzeyinde hareket kontrol hassasiyetine sahip bir 3D baskı gantri sisteminden (AGS1000, AeroTech), bir pnömatik regülatör tarafından kontrol edilen bir malzeme ekstrüzyon sisteminden, ekstrüzyon kafasına monte edilmiş iki makine görüş kamerasından (FLIR Sistemleri) oluşuyordu. Vizyona dayalı izleme ve optimum görüntü kalitesi için kamera sistemine yardımcı olan bir aydınlatma sistemi (Şekil 4B). Baskı sırasında akciğer, pnömatik regülatörden (Şekil 4C ve film S5) bir döngüsel basınç girişi ile kontrol edilen yaklaşık 12 nefes / dakika solunum hızı ile sürekli deformasyonlara uğradı. Bu önceki solunum aktivasyon bilgisinin gerçek zamanlı izleme algoritması için kullanılmadığını unutmayın. EIT deformasyon sensörünün uyarlanabilir 3D baskısı, yalnızca izleme kameralarından ve öğrenilen deformasyon modelinden gelen gerçek zamanlı görüntü akışlarına dayanıyordu, bu da akciğer üzerinde 0,657 mm ortalama yazdırma hatasıyla dairesel bir hidrojel tabakasıyla sonuçlandı (Şekil 4D) (şekil S8A). Silikon halkaya gömülü elektrotlar daha sonra baskılı tabakaya tutturuldu ve hidrojelin çapraz bağlanması için UV ışığına (OmniCure model S1500; dalga boyu, 320 ila 500 nm) maruz bırakıldı (Şekil 4E). UV ışıkla sertleştirme sırasında silikon-hidrojel bağlarının oluşturulmasıyla kararlı bir hidrojel-elektrot arayüzü de elde edildi. Arayüz, önemli mekanik uzamalara dayanabilmek için test edildi (film S6).
3D baskılı EIT sensörü ile yerinde deformasyon izlemeyi göstermek için elektrotlar, sinyal işleme için çevresel devre aracılığıyla güç kaynaklarına ve bir masaüstü bilgisayara bağlandı (Şekil 4F). 2D-VS'nin uzamsal haritalaması tahmin edildi ve gerçek zamanlı olarak görüntülendi (film S7), bu da ilgilenilen bölgenin (ROI) döngüsel kasılmasını yakaladı (Şekil 4G). EIT sensörü, tekrarlayan deformasyon altında akciğer yüzeyine yapışmayı başardı. Sensörün işlevleri yerine getirildikten sonra, hidrojel tabakası ve izleme işaretleri, biyo-uyumlu yapıştırıcılarla birlikte, herhangi bir fark edilebilir kalıntı bırakmadan bir cımbız kullanılarak çıkarılabilir (Şekil S8, B'den D'ye).
Dışbükey ve içbükey özelliklerden oluşan karmaşık bir geometri içeren deforme olabilen bir hedef yüzey üzerine birden fazla malzeme basma kabiliyetini göstermek için, renkli silikon mürekkepler, dökme yüz geometrisine sahip bir silikon filmden oluşan deforme olabilen bir fantom üzerine basıldı. Fantom yüzün sekiz deforme şeklini örneklemek için 3D tarama gerçekleştirilmeden önce, görsel izleme için fantom yüze on iki izleme işareti dağıtıldı. Kaş, göz, burun ve ağız özellikleri için düzlemsel takım yolları daha sonra eğitim veri setini oluşturmak için 3D taramalara yansıtılır (Şekil 4H). Membran üzerindeki homojen olmayan bir kalınlık dağılımı (dolayısıyla sertlik) nedeniyle fantom yüzün deformasyon davranışındaki daha yüksek karmaşıklık nedeniyle, PCA analizindeki tüm SBV'ler, birçok deformasyon modunu yakalamak için gerçek zamanlı şekil yeniden yapılandırması için kullanılmıştır. Dört tip renk pigmenti (Silc Pig, Smooth-On) ile renklendirilen silikon mürekkepler (Ecoflex 00-30, Smooth-On), pnömatik bir sistem (film S8) tarafından tahrik edilen genişleme ve daralmaya maruz kalan fantom yüze doğrudan basıldı. Ortaya çıkan ortalama izleme hatası, 0,350 mm'lik bir SD ile 0,841 mm idi ve karmaşık bir şekil üzerinde düzensiz desenlerin çok malzemeli baskısı için kapalı döngü 3D baskı sisteminin uzamsal kontrol yeteneğini gösteriyor (Şekil 4I). Domuz akciğeri üzerine baskıya kıyasla daha düşük baskı hassasiyeti, eğitim veri setinin sınırlı boyutu ile karmaşık geometrinin yeniden yapılandırılması sırasında daha yüksek yaklaşım hatasının bir sonucuydu.
Solunum akciğerinde in vitro olarak 3 boyutlu olarak basılmış yumuşak bir sensörle akciğer deformasyonunun yerinde izlenmesini gösterildi. Bu, hedef yüzeyin deformasyonuna ve hareketine uyum sağlayabilen yapay zekâ destekli bir 3D baskı sisteminin geliştirilmesi ve 2D-VS'nin uzay-zamansal haritalaması için hidrojel tabanlı bir EIT sensörünün benzersiz tasarımıyla gerçekleştirildi. Uyarlanabilir 3D baskı sisteminin geliştirilmesinde, yüzey deformasyonunu dinamik nokta bulutu şeklinde tahmin etme yaklaşımının etkinliğini gösterdik, "çevrimdışı" makine öğrenimini "çevrimiçi" bilgisayarla görmeye dayalı izleme ile birleştirerek. Sensör tasarımına, akciğer yüzeyine mekanik uyum ve üstün algılama çözünürlüğü ile gerilebilir gerinim sensörlerinin ek üretimini sağlamak için bir EIT algılama konfigürasyonuna sahip iletken bir hidrojel mürekkebi entegre ettik. İnsan vücudunun üzerinde ve içindeki işlevsel cihazların ve malzemelerin yerinde 3D baskısı, eklemeli işleme ile yeni bir cerrahi robotik sınırını teşvik edebilir. Bu, nöral arayüzler için elektrot dizilerinin yazdırılması ve doku rejenerasyonu için tasarlanmış hücrelerle biyo-iskelelerin yazdırılması gibi sayısız yolla modern tıbbi tedavilere yardımcı olabilir. Örneğin, cerrahi yapıştırıcı ve deri greftleri gibi biyolojik malzemelerin enjeksiyonunun gerekli olduğu klinik uygulamalarda, yerinde otonom 3D baskı, hassas mekansal elde etmek için farklı baskı senaryoları altında genellikle tutarsız olan manuel işlemin yerini alabilir. Uzun zaman süreleri üzerinde kontrol. Gelecekteki çalışmalar şunlara odaklanacaktır: (i) in vivo deneylerle hidrojel sensörlerinin biyouyumluluğunun araştırılması ve iyileştirilmesi, (ii) geliştirilmiş yapışma ve mekanik uyumluluk ile tamamen 3D baskılı elektrot arayüzleri için malzeme sisteminin optimize edilmesi, (iii) taşınabilir geliştirme ve sensörle güç sağlamak ve verileri iletmek için noninvaziv, bağlanmamış çözümler, (iv) gelecekteki deformasyonları ve hareketleri tahmin etmek için öngörücü algoritmalar gibi gelişmiş yapay zekayı dahil ederek ve (v) yerinde baskı denetleyicisini minimal invaziv robotik platformlara yerleştirerek baskı hassasiyetini iyileştirme cerrahi uygulamalar için.
EIT gerinim sensörlerinin ilave üretimi için hidrojel mürekkebin nihai tasarımı, monomer olarak ağırlıkça% 7,9 (ağırlıkça%) akrilamid, reoloji değiştirici olarak ağırlıkça% 3,16 PAM (MW = 5,000,000), ağırlıkça% 21,48 LiCl, ağırlıkça% 0,13'ten oluşuyordu Çapraz bağlayıcı olarak N, N′-metilenbisakrilamid, foto başlatıcı olarak ağırlıkça% 0.08 2-hidroksi-2-metilpropiofenon ve çözücüler olarak ağırlıkça% 29.64 ultra saf su ile birlikte ağırlıkça% 37.6 etilen glikol.
İyonik hidrojel mürekkep, önce LiCl ve akrilamid monomerinin (Sigma-Aldrich) deiyonize su içinde çözülmesi ve ardından etilen glikol (Fisher Chemical) ilavesiyle hazırlandı. İyice karıştırılarak homojen bir çözelti oluşturulduktan sonra, çözeltiye PAM (Sigma-Aldrich) ilave edildi ve ardından gece boyunca 60 ° C'de 1200 rpm'de manyetik olarak karıştırıldı. Son olarak, N, N,-metilenbisakrilamid (Sigma-Aldrich) ve 2-hidroksi-2-metilpropiofenon (Sigma-Aldrich) solüsyona eklenmiş ve 2 saat manyetik olarak karıştırılmıştır. 3D baskı için bir şırıngaya yüklendikten sonra, mürekkebin köpüğü, 2200 rpm'de bir gezegensel santrifüj mikserinde (Thinky ARM-310) köpürtüldü.
Silikon elastomer, Ecoflex 00-30'un (Smooth-On) A ve B kısımlarının 1: 1 oranında karıştırılmasıyla hazırlandı ve ardından ortada 1 mm ara parçasıyla iki plastik petri kabı arasına döküldü. Her bir petri kabının yüzeyi, dökümden önce bir ayırma ajanı (Smooth-On) ile kaplandı. Oda sıcaklığında 4 saat kürlendikten sonra, silikon film bir lazer kesici (Universal Laser Systems) kullanılarak halka şeklinde kesildi.
Hidrojel mürekkebin (çapraz bağlanmamış) reolojik karakterizasyonu, konili (40 mm, 2 °) bir TA Instruments DHR-3 rotasyonel reometre ve plaka geometrisi kullanılarak gerçekleştirildi. Viskozimetre testleri 10−1'den 102 s-1'e kayma hızlarında gerçekleştirildi ve salınımlı reometri testleri 1 Hz frekansında ve salınım gerilmeleri 10 to1'den 103 Pa'ya kadar gerçekleştirildi.
Tek eksenli gerilme testleri, bir TA Instruments RSA-G2 uzatmalı dimetilamin (DMA) reometre kullanılarak domuz akciğer dokusu numuneleri, 3D baskılı hidrojel numuneleri ve döküm silikon numuneleri üzerinde gerçekleştirilmiştir. Doku örnekleri dikdörtgen şeklinde kesildi ve akciğer dokusu hayvandan alındıktan sonra 12 saat içinde test edildi. Test edilmeden önce, doku örnekleri buzdolabında salin solüsyonunda saklandı. Statik gerilim-gerinim eğrileri, her malzeme için 0.1 mm / s gerinim oranında elde edildi. Gerinim taramalı salınımlı gerilme testleri, % 1'den 5'e kadar olan suşlarda ve 0.2 ve 0.3 Hz'lik frekanslarda gerçekleştirildi. Frekans taramalı salınımlı gerilme testleri, 0.2 ila 2 Hz arasındaki frekanslarda ve% 2 ve 5'lik suşlarda gerçekleştirildi.
Akım kaynağı ve voltaj ölçümü için elektrotların değiştirilmesi CD74HC4067 çoklayıcılar kullanılarak kontrol edildi. Bir LT6375 amplifikatörü ve bir RIGOL DG1022 dalga formu jeneratöründen oluşan bir Howland Akım Pompası tarafından EIT sensörüne 20 kHz frekanslı ve 0,8 mA genlikli alternatif akım sağlandı. Elektrot çiftlerinden gelen voltaj ölçümleri, bir INA 128 amplifikatörü kullanılarak 74x yükseltildi. Floresan ışık balastları (ör. 50 kHz) ve güç hattı gürültüsü (ör. 60 Hz) gibi ortamdaki elektromanyetik paraziti azaltmak için, güçlendirilmiş sinyal f 31.2 kHz'de bir kesme frekansına sahip bir alçak geçiren filtre ve ardından 4.8 kHz'de bir kesme frekansına sahip bir yüksek geçiş filtresi ile işaretlenmiştir. Filtrelenen sinyal sonunda 1.65 V (INA 111AP) tarafından önyargılıydı ve mikro denetleyicinin 12 bitlik ADC (analogdan dijitale dönüştürücü) giriş portuna beslenmeden önce beş kez (INA 128) yükseltildi.
Mikrodenetleyici, her bir EIT tahmini güncellemesi için 40 voltaj ölçümü (sekiz elektrotlu konfigürasyonda bitişik uyarma ve ölçüm modelleri) elde edecek şekilde programlandı. Her voltaj ölçümü için, ADC modülü, voltaj genliğinin bir karekök ortalama karekök tahmini için 400 kHz frekansta (20 kHz AC sinyalinin yaklaşık beş periyodunu kapsayan) 100 örnek voltaj sinyali topladı, ardından bir bekleme süresi Bir sonraki voltaj ölçümü için yapılandırmadan önce 10 ms.
MATLAB'daki EIDORS araç setine dayalı deformasyon tahmin yazılımını geliştirdik. Spesifik olarak, iletkenlik dağılımının yeniden yapılandırılması için bir NOSER öncesine sahip tek adımlı bir Gauss-Newton ters modeli benimsenmiştir. Ters model için hiperparametre ve arka plan değeri, hidrojelin ölçülen iletkenliği temelinde ayarlandı (deforme olmamış hidrojel sensörünün önceki EIT verilerinden çıkarılan).
EIT sensör karakterizasyonu için test yatağı, sert bir çerçeve (PLA, polilaktik asit ile basılmış 3D), çerçevesi çerçeveye sabitlenmiş bir kauçuk membran katmanından (McMaster-Carr) ve ayrıca kauçuk membranın altında ve ona bağlı bir balondan oluşur. Dijital pnömatik regülatör (Nordson EFD). Silikon yapıştırıcı (Loctite) ile kauçuk membrana bir hidrojel EIT sensörü takıldı. EIT sensörünün üst yüzeyine siyah renkte elli altı kâğıt işaret eklendi. EIT sensöründe üçgen bir yüzey ağı oluşturmak için hesaplama modelinde düğümler olarak yapılandırılmış işaret merkezlerinin 3D konumlarını kaydetmek için bir 3D tarayıcı kullandık. Her bir üçgen ağ elemanı içindeki yer gerçeği 2D hacimsel gerinim, üçgen bölgenin alan genişleme oranı hesaplanarak yaklaşık olarak hesaplandı.
Hidrojel mürekkep, 6 mm / s'lik bir baskı hızı, 200 kPa'lık bir ekstrüzyon basıncı, 0.61 mm'lik bir iç çapı olan bir ekstrüzyon nozzleo ve ekstrüzyon nozzleı ile akciğer yüzeyi arasında 1 mm'lik bir boşluk ile domuz akciğeri üzerine basılmıştır. 3D yazıcının maksimum geçiş hızı, her hareketli eksen için 500 mm / sn olarak ayarlandı. Akciğer deformasyonunu kontrol eden dijital pnömatik regülatör, % 80'lik bir darbe genişliği ve 0.2 Hz'lik bir frekans ile kare darbe dalgası şeklinde 24 kPa basınç verecek şekilde yapılandırıldı. Gerçek zamanlı deformasyon izleme ve uyarlanabilir 3D baskı için merkezi kontrol yazılımı C ++ ile programlandı ve 3.5 GHz Intel Xeon E5 işlemci ve 16 GB RAM ile bir masaüstünde çalıştırıldı.
Deforme olabilen fantom yüz için test yatağı, sert bir çerçeve (PLA,polilaktik asitle 3D basılmış), çerçeveye sabitlenmiş sınırı olan bir döküm silikon fantom yüz modeli ve kauçuk membranın altında ve dijital pnomatüre bağlanmış bir balondan oluşur. Düzenleyici (Nordson EFD). Dökülen silikon malzeme, 1: 1 oranında Ecoflex 00-30'un (Smooth-On) A ve B kısımlarının karışımına ağırlıkça% 3 beyaz pigmentler (Silc Pig, Smooth-On) ilave edilerek hazırlandı. Dökülen yapı, kalıptan çıkarılmadan önce 4 saat boyunca oda sıcaklığında kürlendi.
Renkli silikon mürekkepler, önce Ecoflex 00-30'un (Smooth-On) A ve B kısımlarının 1: 1 oranında karıştırılması ve ardından ağırlıkça% 3 kalınlaştırıcı (THI-VEX, Smooth-On) ve 3 3D yazdırılabilir, çok renkli silikon mürekkepler oluşturmak için mavi, kırmızı, yeşil ve sarı pigmentlerin (Silc Pig, Düzgün Açık) ağırlıkça% 'si. Mürekkepler, baskı şırıngasına yüklenmeden önce bir gezegensel santrifüj mikserinde (Thinky ARM-310) iyice karıştırıldı. Fantom yüzdeki basılı özellikler, oda sıcaklığında 4 saat süreyle sertleştirildi.
Bu, Creative Commons Attribution-NonCommercial lisansının hükümleri altında dağıtılan ve sonuçta ortaya çıkan kullanım ticari avantaj sağlamadığı ve orijinal çalışmanın uygun şekilde yapıldığı sürece herhangi bir ortamda kullanıma, dağıtıma ve çoğaltmaya izin veren açık erişimli bir makaledir.
https://advances.sciencemag.org/content/6/25/eaba5575
Diğer bloglarımıza göz atın.
1 - 3D yazıcı nedir?
2 - Makine seçimi
3 - Reçine yazıcılar
4 - Filament yazıcıparçaları ve bakımı
5 - Yazdırma dosyalarınıedinme
8 - 3D baskı içingereksinimler
9 - Ortak sorunlar
Bambu Lab H2C 3D yazıcı hangi yeniliklerle gelecek? Kullanıcılar mevcut cihazlarını yükseltebilecek mi? Bu blog yazısında Bambu Lab’ın karar sürecinden teknik çözümlerine ve H2C’nin getirdiği yeniliklere kadar tüm ayrıntılara değineceğiz.
En büyük üretim hacmini, benzeri görülmemiş hızı ve profesyonel düzeyde hassasiyeti sunan amiral gemisi kişisel üretim merkezi olan Bambu Lab H2S duyuruldu.
3D yazıcı teknolojisi, son yıllarda hızla gelişen ve birçok sektörde kullanılan bir teknoloji haline geldi. Bu teknoloji, üç boyutlu nesneleri katman katman oluşturarak, dijital tasarımları fiziksel ürünlere dönüştürme yeteneğine sahip. Bu teknoloji, prototip oluşturma, özelleştirilmiş üretim ve hatta evde hobi olarak kullanılabiliyor. Ancak, 3D yazıcıların en heyecan verici yönlerinden biri, onları bir gelir kaynağı olarak kullanma potansiyeli. Evet, doğru duydunuz. 3D yazıcı ile para kazanmak mümkün.
Bambu Lab , bir süredir söylentilerini işittiğimiz en yeni modeli Bambu Lab H2D ’yi nihayet tanıttı. Üstelik sadece söylentiler doğru çıkmakla kalmadı, ama aynı zamanda aklımıza bile gelmeyen yepyeni özellikler de duyuruldu.
Ön sipariş ürünlerimizin teslimat süreçleri ve bize göndereceğiniz ürünlerin paketlemeleri ile ilgili önemli açıklamaları bu yazımızda bulabilirsiniz.
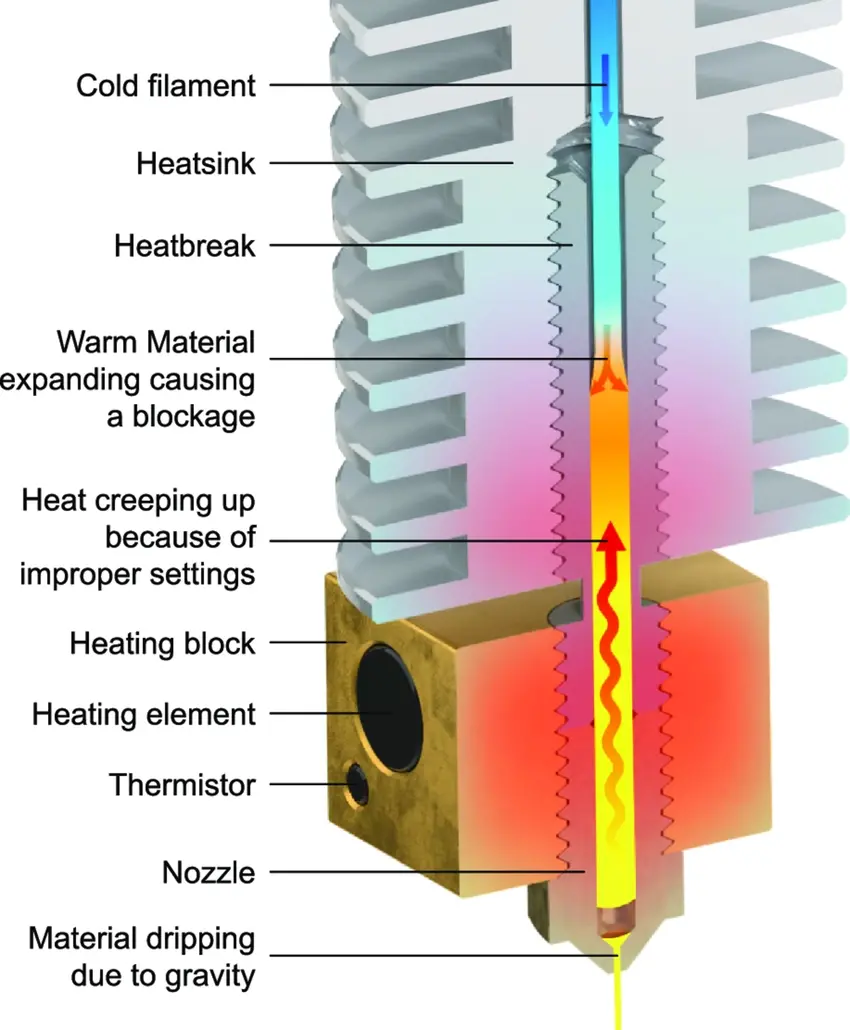
Sevgili MetatechTR ailesi, Havalar ısınmaya başladı ve biliyoruz ki bu mevsimde baskı almayı ayrı seviyorsunuz. Havalar ısındıkça 3D yazıcınızın sorunsuz çalışmaya devam etmesi için bazı önlemler almak önemlidir. Yüksek sıcaklıklar ve nem seviyeleri, baskı kalitesini etkileyebilir, heat creep (filament şişmesi) ve filament tıkanması gibi sorunlara yol açabilir. Bu blog yazımızda, yaz aylarında 3D yazıcınızı korumak için en etkili yöntemleri inceleyeceğiz. Hepinize faydalı olması dileğiyle.
BambuLab A1 Mini'ye Giriş BambuLab A1 Mini, 3D yazıcı dünyasında, özellikle küçük ve hızlı yazıcıları tercih eden kullanıcılar için ideal bir tercihtir. Bu model, kullanışlı boyutları ve etkileyici özellikleriyle öne çıkıyor. Türkiye distribütörü MetaTechTR üzerinden BambuLab A1 Mini'yi buradan satın alabilirsiniz .
Bambu Lab'ın Yeni X1E'si Profesyonellere Yönelik. Bambu lab X1E, Bambu lab X1 carbon combo.